

3D Print Sorun Giderme: Yaygın Baskı Hatalarını Düzeltme
3D baskı ödüllendirici bir hobi olabilir, ancak hayal kırıklıkları olmadan değildir. Bir baskı başarısız olduğunda, kök nedeni teşhis etmek zor olabilir. İster üst düzey bir makine ister bütçe dostu bir model kullanıyor olun, sorunlar yazılım ayarları, malzeme özellikleri ve donanım kalibrasyonu dahil olmak üzere çeşitli faktörlerden kaynaklanabilir. Bu rehber, en yaygın 3D baskı problemlerinden bazılarını ve bunların nasıl düzeltileceğini adım adım açıklayarak 3D print troubleshooting çalışmalarınız için sağlam bir temel sunacak; böylece yeniden harika şeyler üretmeye dönebilirsiniz. Marlin gibi açık kaynak firmware seçeneklerinden entegre yazılım ve donanım sistemlerine kadar farklı platformlarda uygulanabilecek çözümlere de değineceğiz.
3D Print Sorun Giderme: Tabla Yapışma Problemlerini Çözme
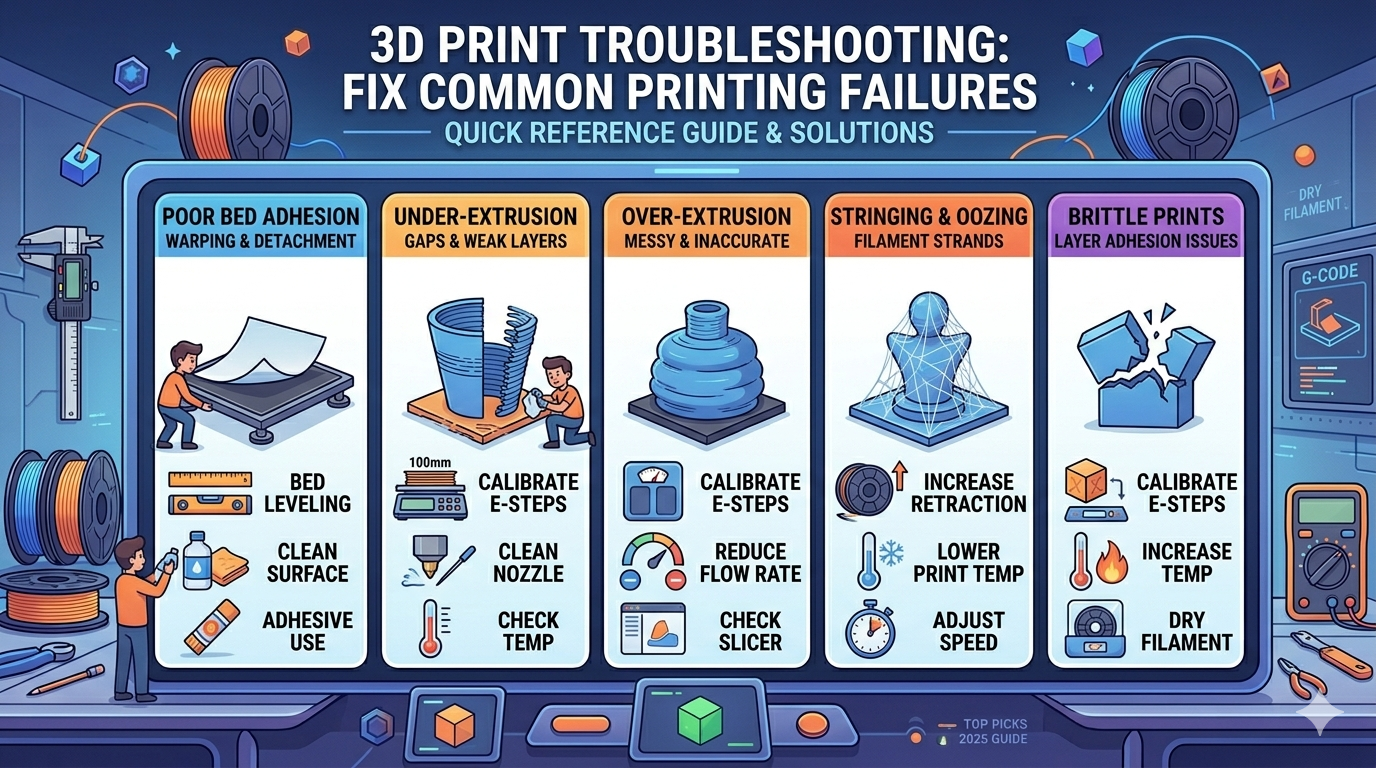
3D baskıda en sık görülen sorunlardan biri ve 3d print troubleshooting alanının temel başlıklarından biri, ilk katmanın baskı tablasına düzgün şekilde yapışmasını sağlamaktır. Zayıf bir ilk katman tüm baskıyı mahvedebilir, eğilmeye veya tamamen yerinden ayrılmaya yol açabilir. İşte zayıf tabla yapışmasının bazı yaygın nedenleri ve çözümleri.
Tabla Seviyelemesi
Başarılı bir ilk katman için düz bir baskı tablası kritik öneme sahiptir. Nozzle tablaya çok uzaksa filament düzgün yapışmaz. Çok yakınsa nozzle'ı tıkayabilir ve filamentin ekstrüde olmasını engelleyebilir. Çoğu modern yazıcıda otomatik seviyeleme özelliği bulunur, ancak yine de zaman zaman tabla seviyesini manuel olarak kontrol etmek iyi bir uygulamadır. Bunu bir kâğıt parçası kullanarak ve nozzle ile tabla arasında kâğıtta hafif bir sürtünme hissedene kadar tablayı çeşitli noktalarda ayarlayarak yapabilirsiniz.
Baskı Yüzeyi Hazırlığı
Baskı tablasının yüzeyi yapışmada önemli bir rol oynar. Temiz ve dokulu bir yüzey idealdir. Cam tabla üzerinde baskı alıyorsanız, yüzeyin temiz olduğundan ve yağ ya da gres kalıntısı içermediğinden emin olun. Her baskıdan önce isopropyl alcohol ile silmek iyi bir alışkanlıktır. Ekstra yapışma için ince bir kat glue stick veya özel bir tabla yapıştırıcısı uygulayabilirsiniz. PEI sheet kullanıyorsanız, ince taneli zımpara kâğıdıyla hafifçe zımparalamak yapışma özelliklerini geri kazandırmaya yardımcı olabilir.
3D Print Sorun Giderme: Ekstrüzyon ve Malzeme Kaynaklı Sorunlar
İlk katmanınız mükemmel olsa bile, baskınız filamentin nasıl ekstrüde edildiğiyle ilgili sorunlar nedeniyle yine de başarısız olabilir. Bu, 3d print troubleshooting için yaygın bir alandır. Bu sorunlar, zayıf ve kırılgan baskılardan dağınık ve ipliksi yüzeylere kadar çeşitli şekillerde ortaya çıkabilir.
Under-Extrusion ve Over-Extrusion
Under-extrusion, yazıcının yeterli filament ekstrüde etmemesi durumudur ve boşluklara ve ince katmanlara yol açar. Over-extrusion ise bunun tersidir; çok fazla filament ekstrüde edilir ve sonuçta dağınık ve hatalı bir baskı ortaya çıkar. Her iki durumun da en yaygın nedeni yanlış extruder kalibrasyonudur (E-steps). Extruder'ınızı, 100mm filament ekstrüde etmesini söylediğinizde tam olarak 100mm ekstrüde ettiğinden emin olacak şekilde kalibre etmelisiniz. Diğer nedenler arasında kısmen tıkanmış bir nozzle, yanlış baskı sıcaklığı veya slicer yazılımınızda hatalı filament çapı ayarı bulunabilir.
Stringing ve Oozing
Stringing veya oozing, baskı kafası modelin farklı bölümleri arasında hareket ederken geride ince filament iplikleri bırakmasıdır. Bu durum en sık esnek filamentlerde görülür, ancak her malzemede olabilir. Stringing'in temel nedeni retraction ayarlarıdır. Retraction, extruder'ın nozzle içindeki basıncı azaltmak için filamenti geri çekmesidir. Retraction mesafeniz çok kısa veya hızınız çok düşükse filament sızmaya devam eder. Nozzle'ın açık havada geçirdiği süreyi azaltmak için baskı sıcaklığını düşürmeyi veya travel speed değerini artırmayı da deneyebilirsiniz. Daha karmaşık modeller için, geometriyi baskıya uygun şekilde optimize etmek amacıyla AI 3D model generator gibi bir araç kullanmayı düşünebilirsiniz.
3D Print Sorun Giderme Konusunda İlk El Deneyimim
3D yazıcımın başında eğilmiş halde sayısız saat geçirdim ve ciddi anlamda 3d print troubleshooting yaptım. En sinir bozucu deneyimlerden biri, büyük bir baskıda kalıcı under-extrusion sorunuyla uğraşmaktı. Nozzle'ı temizlemekten sıcaklığı ayarlamaya kadar her şeyi denedim, ama hiçbir şey işe yarıyor gibi görünmüyordu. Sonunda extruder'ımın E-steps değerlerini yeniden kalibre etmeye karar verdim ve sorunu o zaman keşfettim. Fabrika ayarları neredeyse %10 hatalıydı; bu da slicer'ın hedeflediğinden sürekli daha az filament çıkardığım anlamına geliyordu. Kalibrasyondan sonra baskılarım hemen daha güçlü ve daha doğru hale geldi.
Karşılaştığım bir diğer zorluk da detaylı modelleri doğru şekilde bastırmaktı. image to 3D aracı kullanarak 2D bir görseli 3D modele dönüştürmeyi içeren bir proje üzerinde çalışıyordum. İlk sonuçlar biraz pürüzlüydü; çok fazla stringing ve artifact vardı. Farklı retraction ayarlarını denedim ve hatta yeni bir nozzle kullandım, ancak en büyük iyileşme 3D format converter kullanarak STL'den GLB gibi daha sağlam bir formata geçmemle geldi. Bu değişiklik, daha düşük baskı sıcaklığıyla birleşince sonunda aradığım temiz ve detaylı baskıyı elde etmemi sağladı. 3D baskı için model üretmesi gerekenler için özel bir 3D printing model generator da büyük bir yardımcı olabilir.
Nesnel Karşılaştırma: Slicer Yazılımları
Slicer yazılımınız 3D baskı iş akışınızın kritik bir bileşenidir ve doğru olanı seçmek 3d print troubleshooting stratejinizin bir parçası olabilir. 3D modelinizi alır ve yazıcınızın anlayabileceği talimatlara dönüştürür. Piyasada birçok slicer bulunsa da, işte en popüler üç seçeneğe ve hangi alanlarda öne çıktıklarına bir bakış.
Cura
Artıları:
- Ücretsiz ve Açık Kaynak: Cura tamamen ücretsizdir ve büyük, aktif bir topluluğa sahiptir.
- Kullanıcı Dostu Arayüz: Sezgisel arayüzüyle bilinir, bu da onu yeni başlayanlar için harika bir seçenek yapar.
- Geniş Eklenti Kütüphanesi: Cura'nın işlevselliğini çok çeşitli eklentilerle genişletebilirsiniz.
Eksileri:
- Daha Yavaş Dilimleme Hızları: Diğer bazı slicer'larla karşılaştırıldığında Cura, özellikle karmaşık modellerde biraz daha yavaş olabilir.
- Varsayılan Profiller Tutarsız Olabilir: Kullanılabilir birçok profil olsa da kalite değişkenlik gösterebilir ve en iyi sonuçları almak için bazı ince ayarlar yapmanız gerekebilir.
PrusaSlicer
Artıları:
- Mükemmel Varsayılan Profiller: PrusaSlicer, özellikle Prusa yazıcılar için iyi ayarlanmış profilleriyle bilinir.
- Gelişmiş Özellikler: Koşullu G-code ve değişken katman yüksekliği gibi birçok gelişmiş özellik sunar.
- Düzenli Güncellemeler: Geliştirme ekibi oldukça aktiftir ve yazılım yeni özellikler ve hata düzeltmeleriyle sık sık güncellenir.
Eksileri:
- Daha Dik Öğrenme Eğrisi: Gelişmiş özellikleri nedeniyle PrusaSlicer yeni başlayanlar için biraz daha göz korkutucu olabilir.
- Arayüz Kalabalık Görünebilir: Arayüz, Cura'nınki kadar temiz değildir ve ilk başta biraz bunaltıcı olabilir.
Simplify3D
Artıları:
- Yüksek Kaliteli Dilimleme: Simplify3D, mükemmel sonuçlar üretebilen yüksek kaliteli dilimleme motoruyla tanınır.
- Özelleştirilebilir Destekler: En iyi ve en özelleştirilebilir support oluşturma araçlarından bazılarını sunar.
- Hızlı Dilimleme Hızları: Mevcut en hızlı slicer'lardan biridir; bu da büyük ve karmaşık modeller için önemli bir avantaj olabilir.
Eksileri:
- Ücretli Yazılım: Cura ve PrusaSlicer'ın aksine Simplify3D ücretli bir üründür.
- Daha Seyrek Güncellemeler: Geliştirme döngüsü rakiplerine göre daha yavaştır ve yeni özellikler o kadar sık yayınlanmaz.
Çeşitli dosya formatlarıyla çalışanlar için, bir image to STL converter araç setinizde bulunması faydalı bir araç olabilir ve iyi bir slicer bu dönüştürücülerin çıktısını kolaylıkla işleyecektir.
SSS
3D yazıcı nozzle'ını temizlemenin en iyi yolu nedir?
Bir nozzle'ı temizlemek birkaç şekilde yapılabilir. "Cold pull", nozzle'ı ısıttığınız, manuel olarak biraz filament ittiğiniz, hafifçe soğumasını beklediğiniz ve ardından filamenti çekip çıkardığınız popüler bir yöntemdir; böylece içerdeki kalıntılar da beraberinde çıkmalıdır. Tıkanıklıkları gidermek için küçük bir iğne veya nozzle temizleme kiti de kullanabilirsiniz. Daha inatçı tıkanıklıklar için nozzle'ı söküp bir çözücü içinde bekletmeniz (ABS için acetone gibi) veya bir heat gun kullanmanız gerekebilir.
Baskılarımın eğilmesini nasıl önleyebilirim?
Eğilme genellikle zayıf tabla yapışması ve plastiğin soğurken büzüşmesi nedeniyle oluşur. Bunu önlemek için baskı tablanızın temiz ve düzgün seviyelenmiş olduğundan emin olun. Isıtmalı tabla kullanmak da çok etkilidir; çünkü baskının alt katmanlarını sıcak tutar ve büzüşmelerini önler. ABS gibi malzemelerde, yazıcının etrafındaki bir enclosure sabit bir ortam sıcaklığı korunmasına yardımcı olabilir ve eğilmeyi azaltabilir.
PLA ve ABS filament arasındaki fark nedir?
PLA (Polylactic Acid), mısır nişastası gibi yenilenebilir kaynaklardan üretilen biyolojik olarak parçalanabilir bir plastiktir. Baskısı kolay olduğu ve ısıtmalı tabla gerektirmediği için yeni başlayanlar arasında en popüler filamentlerden biridir. ABS (Acrylonitrile Butadiene Styrene) ise daha dayanıklı ve ısıya dirençli bir plastiktir, ancak baskısı daha zordur. Ürettiği dumanlar nedeniyle ısıtmalı tabla ve iyi havalandırılan bir alan gerektirir.
Baskı tablamın düz olduğunu nasıl anlarım?
Tabla seviyesini kontrol etmenin hızlı bir yolu kâğıt testidir. Yazıcınızın Z-axis'ini home konumuna getirin, ardından nozzle'ı tablanın farklı noktalarına taşıyın. Nozzle ile tabla arasına bir kâğıt parçası kaydırın. Hafif bir sürtünme hissetmelisiniz. Kâğıt hiçbir direnç olmadan geçiyorsa tabla çok alçaktır. Kâğıdı nozzle'ın altına hiç sokamıyorsanız tabla çok yüksektir. Tablanın her yerde düz olduğundan emin olmak için bu işlemi birkaç farklı noktada tekrarlayın.
3D baskılarım neden bu kadar kırılgan?
Kırılgan baskılar genellikle under-extrusion veya zayıf katman yapışmasının işaretidir. Bu, klasik bir 3d print troubleshooting problemidir. Öncelikle extruder kalibrasyonunuzu (E-steps) kontrol ederek doğru miktarda filament ekstrüde ettiğinizden emin olun. Katmanların daha iyi kaynaşmasına yardımcı olmak için baskı sıcaklığını biraz artırmayı da deneyebilirsiniz. Bir diğer olası neden filamentinizde nem bulunmasıdır. Filamentiniz havadan nem emdiyse kırılgan hale gelebilir. Filamenti kuru bir kutuda saklamak bunu önlemeye yardımcı olabilir.