

استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها: حل حالات فشل الطباعة الشائعة
يمكن أن تكون الطباعة ثلاثية الأبعاد هواية ممتعة ومجزية، لكنها لا تخلو من الإحباطات. عندما تفشل الطباعة، قد يكون من الصعب تشخيص السبب الجذري للمشكلة. سواء كنت تستخدم جهازًا متطورًا أو طرازًا اقتصاديًا، فقد تنشأ المشكلات بسبب مجموعة متنوعة من العوامل، بما في ذلك إعدادات البرنامج، وخصائص المواد، ومعايرة العتاد. سيرشدك هذا الدليل إلى بعض أكثر مشكلات الطباعة ثلاثية الأبعاد شيوعًا وكيفية إصلاحها، موفّرًا أساسًا قويًا لجهودك في استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها، حتى تتمكن من العودة إلى ابتكار أشياء مذهلة. وسنتطرق إلى حلول يمكن تطبيقها عبر منصات مختلفة، بدءًا من البرامج الثابتة مفتوحة المصدر مثل Marlin وصولًا إلى أنظمة البرامج والعتاد المتكاملة.
استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها: حل مشكلات التصاق السرير
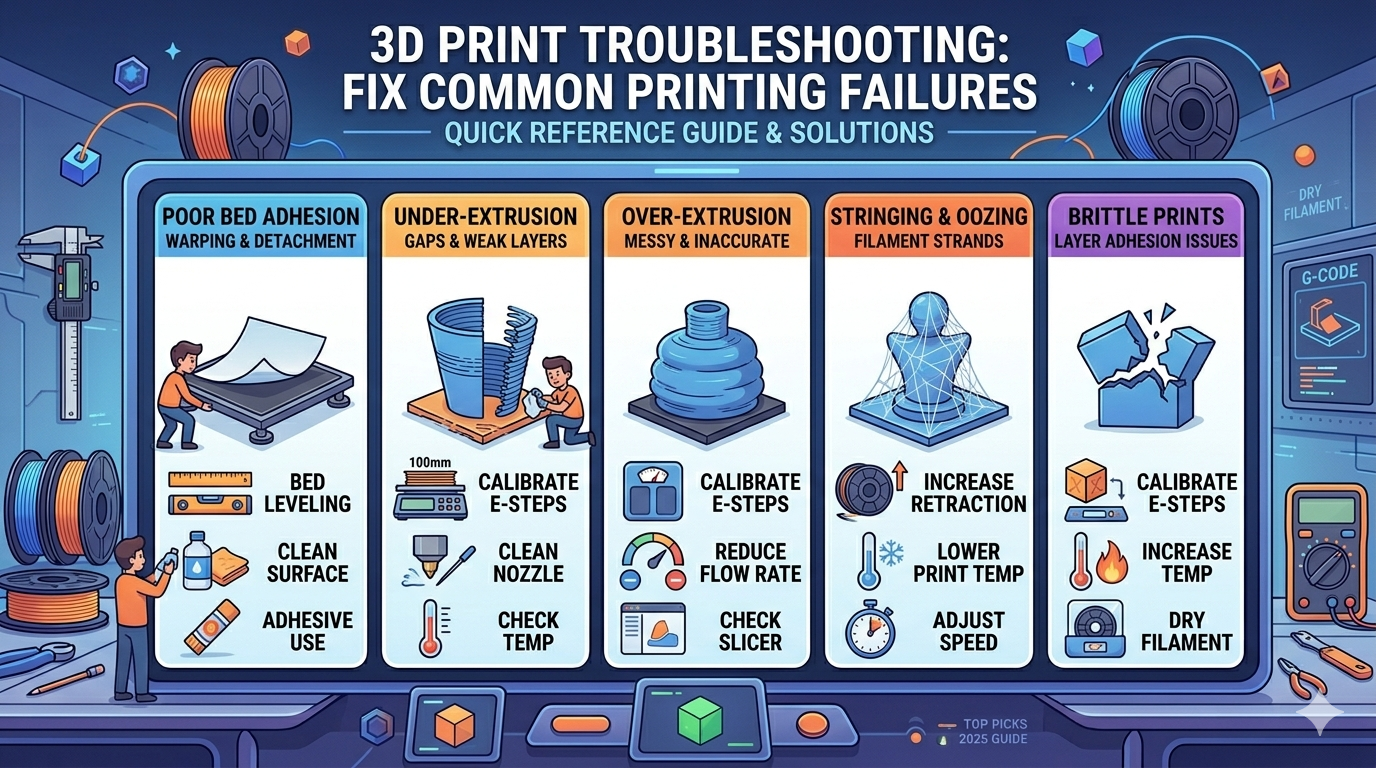
إحدى أكثر المشكلات شيوعًا في الطباعة ثلاثية الأبعاد، وهي مجال أساسي في استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها، هي جعل الطبقة الأولى تلتصق بشكل صحيح بسرير الطباعة. يمكن أن تؤدي الطبقة الأولى الضعيفة إلى إفساد الطباعة بالكامل، مما يسبب الالتواء أو الانفصال التام. فيما يلي بعض الأسباب الشائعة والحلول لمشكلة ضعف التصاق السرير.
تسوية السرير
يُعد سرير الطباعة المستوي أمرًا بالغ الأهمية لنجاح الطبقة الأولى. إذا كانت الفوهة بعيدة جدًا عن السرير، فلن تلتصق الخامة المنصهرة بشكل صحيح. وإذا كانت قريبة جدًا، فقد تسد الفوهة وتمنع خروج الخامة. تحتوي معظم الطابعات الحديثة على ميزة التسوية التلقائية، لكن يظل من الجيد التحقق يدويًا من مستوى السرير من وقت لآخر. يمكنك القيام بذلك باستخدام ورقة وضبط السرير حتى تشعر باحتكاك خفيف على الورقة بين الفوهة والسرير في نقاط مختلفة.
تجهيز سطح الطباعة
يلعب سطح سرير الطباعة دورًا مهمًا في الالتصاق. السطح النظيف وذو الملمس المناسب هو الخيار المثالي. إذا كنت تطبع على سرير زجاجي، فتأكد من أنه نظيف وخالٍ من أي زيوت أو شحوم. يُعد مسحه باستخدام كحول الأيزوبروبيل قبل كل طباعة عادة جيدة. ولمزيد من الالتصاق، يمكنك وضع طبقة رقيقة من عصا الغراء أو مادة لاصقة مخصصة لسرير الطباعة. وإذا كنت تستخدم لوح PEI، فقد يساعد الصنفرة الخفيفة بورق صنفرة ناعم على استعادة خصائصه اللاصقة.
استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها: مشكلات البثق والمشكلات المرتبطة بالمواد
حتى مع وجود طبقة أولى مثالية، قد تفشل الطباعة بسبب مشكلات تتعلق بكيفية بثق الخامة. وهذا مجال شائع في استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها. يمكن أن تظهر هذه المشكلات بطرق مختلفة، من طباعات ضعيفة وهشة إلى أسطح فوضوية ومليئة بالخيوط.
البثق الناقص والبثق الزائد
يحدث البثق الناقص عندما لا تقوم الطابعة ببثق كمية كافية من الخامة، مما يؤدي إلى فجوات وطبقات رقيقة. أما البثق الزائد فهو العكس، حيث يتم بثق كمية كبيرة جدًا من الخامة، ما يؤدي إلى طباعة غير دقيقة وفوضوية. السبب الأكثر شيوعًا لكليهما هو المعايرة غير الصحيحة لوحدة البثق (E-steps). يجب عليك معايرة وحدة البثق للتأكد من أنه عندما تطلب منها بثق 100mm من الخامة، فإنها تبثق 100mm بالضبط. وقد تشمل الأسباب الأخرى انسدادًا جزئيًا في الفوهة، أو درجة حرارة طباعة غير صحيحة، أو إعدادًا خاطئًا لقطر الخامة في برنامج التقطيع الخاص بك.
التخيّط والتسرّب
يحدث التخيّط، أو التسرّب، عندما تُترك خيوط رفيعة من الخامة خلف رأس الطباعة أثناء انتقاله بين أجزاء مختلفة من النموذج. ويكون هذا أكثر شيوعًا مع الخامات المرنة، لكنه قد يحدث مع أي مادة. السبب الرئيسي للتخيّط هو إعدادات التراجع. التراجع هو عندما تقوم وحدة البثق بسحب الخامة إلى الخلف لتخفيف الضغط داخل الفوهة. إذا كانت مسافة التراجع قصيرة جدًا أو كانت السرعة بطيئة جدًا، فستستمر الخامة في التسرّب. يمكنك أيضًا محاولة خفض درجة حرارة الطباعة أو زيادة سرعة الحركة لتقليل الوقت الذي تقضيه الفوهة فوق الهواء المفتوح. وبالنسبة للنماذج الأكثر تعقيدًا، قد تفكر في استخدام أداة مثل AI 3D model generator لتحسين الهندسة من أجل الطباعة.
تجربتي المباشرة مع استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها
لقد قضيت ساعات لا تُحصى منحنياً فوق طابعتي ثلاثية الأبعاد، منخرطًا بجدية في استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها. كانت إحدى أكثر التجارب إحباطًا هي التعامل مع بثق ناقص مستمر في طباعة كبيرة. جرّبت كل شيء، من تنظيف الفوهة إلى ضبط درجة الحرارة، لكن لم يبدُ أن شيئًا ينجح. وفي النهاية، قررت إعادة معايرة E-steps الخاصة بوحدة البثق، وعندها اكتشفت المشكلة. كانت إعدادات المصنع منحرفة بما يقارب 10%، ما يعني أنني كنت أدفع باستمرار كمية أقل من الخامة مما كان برنامج التقطيع يقصده. بعد المعايرة، أصبحت طباعاتي أقوى وأكثر دقة على الفور.
وكان تحديًا آخر واجهته هو جعل النماذج التفصيلية تُطبع بشكل صحيح. كنت أعمل على مشروع يتضمن تحويل صورة ثنائية الأبعاد إلى نموذج ثلاثي الأبعاد باستخدام أداة image to 3D. كانت النتائج الأولية خشنة بعض الشيء، مع الكثير من التخيّط والعيوب. جرّبت إعدادات تراجع مختلفة، بل وجرّبت فوهة جديدة، لكن أكبر تحسن جاء من استخدام 3D format converter للتبديل من STL إلى تنسيق أكثر تماسكًا مثل GLB. هذا، إلى جانب خفض درجة حرارة الطباعة، منحني أخيرًا الطباعة النظيفة والمفصلة التي كنت أبحث عنها. وبالنسبة لأولئك الذين يحتاجون إلى إنشاء نماذج للطباعة ثلاثية الأبعاد، يمكن أن يكون 3D printing model generator المخصص مفيدًا للغاية أيضًا.
مقارنة موضوعية: برامج التقطيع
يُعد برنامج التقطيع الخاص بك مكوّنًا أساسيًا في سير عمل الطباعة ثلاثية الأبعاد، ويمكن أن يكون اختيار البرنامج المناسب جزءًا من استراتيجيتك في استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها. فهو يأخذ نموذجك ثلاثي الأبعاد ويحوّله إلى تعليمات يمكن لطابعتك فهمها. وبينما تتوفر العديد من برامج التقطيع، فإليك نظرة على ثلاثة من أكثر الخيارات شيوعًا والمجالات التي تتفوق فيها.
Cura
الإيجابيات:
- مجاني ومفتوح المصدر: Cura مجاني تمامًا للاستخدام، ولديه مجتمع كبير ونشط.
- واجهة سهلة الاستخدام: يشتهر بواجهته البديهية، مما يجعله خيارًا رائعًا للمبتدئين.
- مكتبة إضافات واسعة: يمكنك توسيع وظائف Cura من خلال مجموعة كبيرة من الإضافات.
السلبيات:
- سرعات تقطيع أبطأ: مقارنة ببعض برامج التقطيع الأخرى، قد يكون Cura أبطأ قليلًا، خاصة مع النماذج المعقدة.
- الملفات التعريفية الافتراضية قد تكون غير متسقة: رغم توفر العديد من الملفات التعريفية، قد تختلف الجودة، وقد تحتاج إلى بعض التعديلات للحصول على أفضل النتائج.
PrusaSlicer
الإيجابيات:
- ملفات تعريف افتراضية ممتازة: يشتهر PrusaSlicer بملفاته التعريفية المضبوطة جيدًا، خاصة لطابعات Prusa.
- ميزات متقدمة: يوفّر الكثير من الميزات المتقدمة، مثل G-code الشرطي وارتفاع الطبقة المتغير.
- تحديثات منتظمة: فريق التطوير نشط جدًا، ويتم تحديث البرنامج بشكل متكرر بميزات جديدة وإصلاحات للأخطاء.
السلبيات:
- منحنى تعلم أكثر حدة: مع ميزاته المتقدمة، قد يكون PrusaSlicer أكثر صعوبة قليلًا للمبتدئين.
- قد تبدو الواجهة مزدحمة: الواجهة ليست بنفس نظافة واجهة Cura، وقد تبدو مربكة بعض الشيء في البداية.
Simplify3D
الإيجابيات:
- تقطيع عالي الجودة: يشتهر Simplify3D بمحرك التقطيع عالي الجودة، والذي يمكنه إنتاج نتائج ممتازة.
- دعامات قابلة للتخصيص: يوفّر بعضًا من أفضل أدوات إنشاء الدعامات وأكثرها قابلية للتخصيص.
- سرعات تقطيع سريعة: إنه أحد أسرع برامج التقطيع المتاحة، ما قد يكون ميزة كبيرة للنماذج الكبيرة والمعقدة.
السلبيات:
- برنامج مدفوع: على عكس Cura وPrusaSlicer، فإن Simplify3D منتج مدفوع.
- تحديثات أقل تكرارًا: دورة التطوير أبطأ من منافسيه، ولا يتم إصدار ميزات جديدة بالوتيرة نفسها.
بالنسبة لأولئك الذين يعملون مع تنسيقات ملفات متنوعة، يمكن أن تكون أداة image to STL converter مفيدة ضمن أدواتك، وسيتمكن برنامج تقطيع جيد من التعامل مع مخرجات هذه المحولات بسهولة.
الأسئلة الشائعة
ما أفضل طريقة لتنظيف فوهة الطابعة ثلاثية الأبعاد؟
يمكن تنظيف الفوهة بعدة طرق. تُعد طريقة "cold pull" من الطرق الشائعة، حيث تقوم بتسخين الفوهة، ثم تدفع بعض الخامة يدويًا عبرها، وتتركها لتبرد قليلًا، ثم تسحب الخامة للخارج، ما يفترض أن يجلب معه أي شوائب. يمكنك أيضًا استخدام إبرة صغيرة أو مجموعة تنظيف فوهات لإزالة أي انسدادات. أما في حالات الانسداد الأصعب، فقد تحتاج إلى إزالة الفوهة ونقعها في مذيب مثل الأسيتون (لـ ABS) أو استخدام مسدس حراري.
كيف يمكنني منع طباعاتي من الالتواء؟
يحدث الالتواء عادة بسبب ضعف التصاق السرير وانكماش البلاستيك أثناء التبريد. لمنع ذلك، تأكد من أن سرير الطباعة نظيف ومستوي. كما أن استخدام سرير مُسخّن فعّال جدًا، لأنه يُبقي الطبقات السفلية من الطباعة دافئة ويمنعها من الانكماش. وبالنسبة لمواد مثل ABS، يمكن أن يساعد وجود غطاء حول الطابعة في الحفاظ على درجة حرارة محيطة مستقرة وتقليل الالتواء.
ما الفرق بين خيوط PLA وABS؟
PLA (Polylactic Acid) هو بلاستيك قابل للتحلل الحيوي مصنوع من موارد متجددة مثل نشا الذرة. وهو أحد أكثر الخامات شيوعًا للمبتدئين لأنه سهل الطباعة ولا يتطلب سريرًا مُسخّنًا. أما ABS (Acrylonitrile Butadiene Styrene) فهو بلاستيك أكثر متانة ومقاومة للحرارة، لكنه أيضًا أكثر صعوبة في الطباعة. فهو يتطلب سريرًا مُسخّنًا ومنطقة جيدة التهوية بسبب الأبخرة التي ينتجها.
كيف أعرف ما إذا كان سرير الطباعة مستويًا؟
طريقة سريعة للتحقق من مستوى السرير هي اختبار الورقة. أعد محور Z في الطابعة إلى نقطة البداية، ثم حرّك الفوهة إلى نقاط مختلفة على السرير. مرّر ورقة بين الفوهة والسرير. يجب أن تشعر بقدر بسيط من الاحتكاك. إذا انزلقت الورقة دون أي مقاومة، فهذا يعني أن السرير منخفض جدًا. وإذا لم تتمكن من إدخال الورقة تحت الفوهة إطلاقًا، فهذا يعني أن السرير مرتفع جدًا. كرر هذه العملية في عدة نقاط على السرير للتأكد من أنه مستوٍ من جميع الجهات.
لماذا تكون طباعاتي ثلاثية الأبعاد هشة جدًا؟
غالبًا ما تكون الطباعات الهشة علامة على البثق الناقص أو ضعف التصاق الطبقات. وهذه مشكلة كلاسيكية في استكشاف أخطاء الطباعة ثلاثية الأبعاد وإصلاحها. أولًا، تحقق من معايرة وحدة البثق (E-steps) للتأكد من أنك تبثق الكمية الصحيحة من الخامة. يمكنك أيضًا محاولة زيادة درجة حرارة الطباعة قليلًا لمساعدة الطبقات على الالتصاق ببعضها بشكل أفضل. وهناك سبب محتمل آخر وهو الرطوبة في الخامة. إذا كانت الخامة قد امتصت الرطوبة من الهواء، فقد تصبح هشة. ويمكن أن يساعد تخزين الخامة في صندوق جاف على منع ذلك.