

Solução de Problemas em Impressão 3D: Corrigindo Falhas Comuns de Impressão
A impressão 3D pode ser um hobby gratificante, mas não está livre de frustrações. Quando uma impressão falha, pode ser difícil diagnosticar a causa raiz. Esteja você usando uma máquina de ponta ou um modelo mais acessível, os problemas podem surgir por diversos fatores, incluindo configurações de software, propriedades do material e calibração do hardware. Este guia vai mostrar alguns dos problemas mais comuns na impressão 3D e como corrigi-los, fornecendo uma base sólida para seus esforços de solução de problemas em impressão 3D, para que você possa voltar a criar coisas incríveis. Também abordaremos soluções que podem ser aplicadas em diferentes plataformas, desde firmwares open-source como Marlin até sistemas integrados de software e hardware.
Solução de Problemas em Impressão 3D: Resolvendo Problemas de Aderência à Mesa
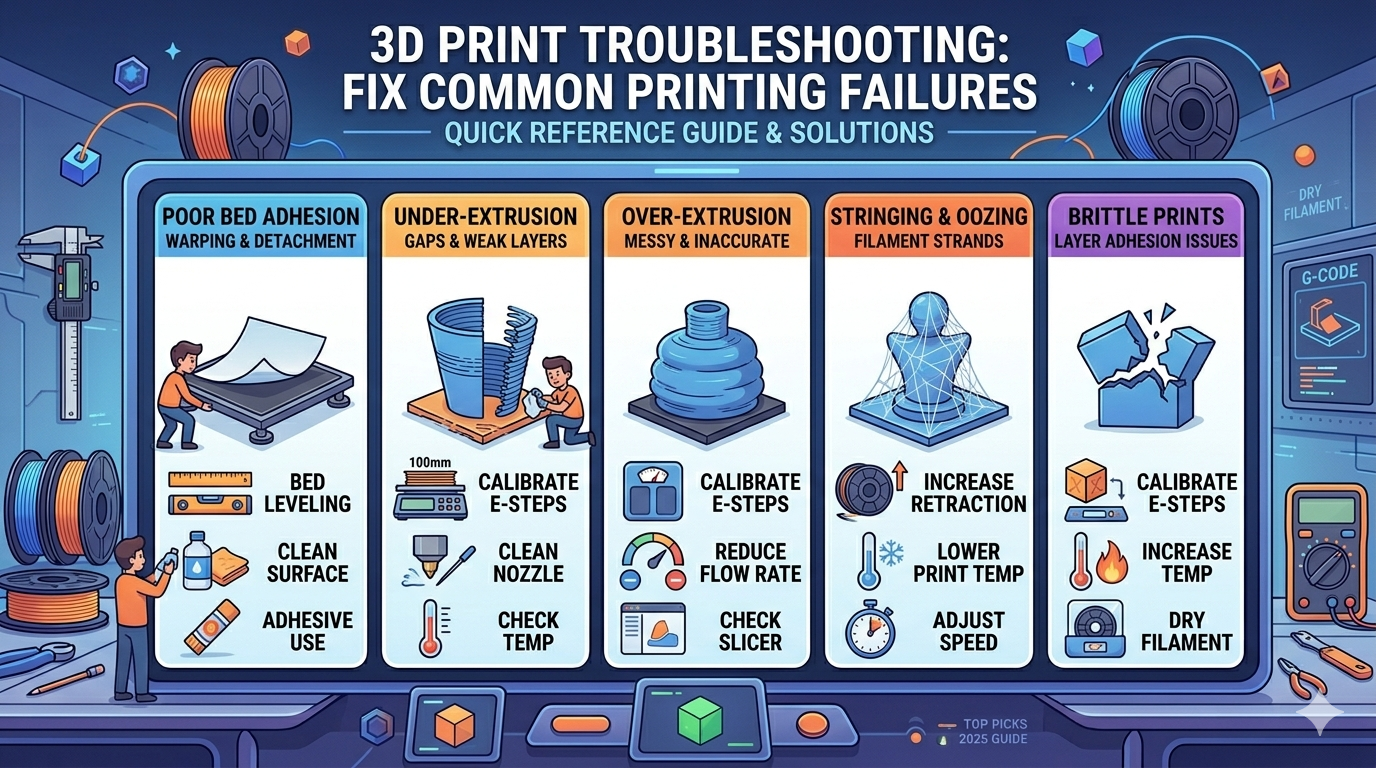
Um dos problemas mais frequentes na impressão 3D, e uma área-chave da solução de problemas em impressão 3D, é fazer com que a primeira camada grude corretamente na mesa de impressão. Uma primeira camada fraca pode arruinar toda a impressão, levando a empenamento ou descolamento completo. Aqui estão algumas causas comuns e soluções para a má aderência à mesa.
Nivelamento da Mesa
Uma mesa de impressão nivelada é crucial para uma primeira camada bem-sucedida. Se o nozzle estiver muito longe da mesa, o filamento não vai aderir corretamente. Se estiver muito perto, pode bloquear o nozzle e impedir a extrusão do filamento. A maioria das impressoras modernas tem um recurso de autonivelamento, mas ainda é uma boa prática verificar manualmente o nivelamento da mesa de tempos em tempos. Você pode fazer isso usando uma folha de papel e ajustando a mesa até sentir uma leve resistência no papel entre o nozzle e a mesa em vários pontos.
Preparação da Superfície de Impressão
A superfície da sua mesa de impressão desempenha um papel significativo na aderência. Uma superfície limpa e texturizada é o ideal. Se você estiver imprimindo em uma mesa de vidro, certifique-se de que ela esteja limpa e livre de óleos ou gordura. Limpá-la com álcool isopropílico antes de cada impressão é um bom hábito. Para aderência extra, você pode aplicar uma fina camada de cola em bastão ou um adesivo especializado para mesa. Se estiver usando uma chapa de PEI, um lixamento leve com lixa de grão fino pode ajudar a restaurar suas propriedades adesivas.
Solução de Problemas em Impressão 3D: Problemas de Extrusão e Relacionados ao Material
Mesmo com uma primeira camada perfeita, sua impressão ainda pode falhar devido a problemas na forma como o filamento é extrudado. Esta é uma área comum da solução de problemas em impressão 3D. Esses problemas podem se manifestar de várias maneiras, desde impressões fracas e quebradiças até superfícies bagunçadas e cheias de fios.
Subextrusão e Superextrusão
A subextrusão ocorre quando a impressora não extruda filamento suficiente, resultando em falhas e camadas finas. A superextrusão é o oposto, quando filamento demais é extrudado, levando a uma impressão bagunçada e imprecisa. A causa mais comum para ambos os casos é uma calibração incorreta do extrusor (E-steps). Você deve calibrar seu extrusor para garantir que, quando mandar extrudar 100 mm de filamento, ele extrude exatamente 100 mm. Outras causas podem incluir um nozzle parcialmente entupido, temperatura de impressão incorreta ou uma configuração errada do diâmetro do filamento no seu software slicer.
Stringing e Oozing
Stringing, ou oozing, acontece quando finos fios de filamento ficam para trás à medida que o cabeçote de impressão se move entre diferentes partes do modelo. Isso é mais comum com filamentos flexíveis, mas pode acontecer com qualquer material. A principal causa de stringing são as configurações de retração. Retração é quando o extrusor puxa o filamento para trás para aliviar a pressão no nozzle. Se a distância de retração for muito curta ou a velocidade muito lenta, o filamento continuará vazando. Você também pode tentar reduzir a temperatura de impressão ou aumentar a velocidade de deslocamento para minimizar o tempo que o nozzle passa sobre o ar. Para modelos mais complexos, você pode considerar usar uma ferramenta como um AI 3D model generator para otimizar a geometria para impressão.
Minha Experiência em Primeira Mão com Solução de Problemas em Impressão 3D
Passei incontáveis horas curvado sobre minha impressora 3D, lidando seriamente com solução de problemas em impressão 3D. Uma das experiências mais frustrantes foi lidar com uma subextrusão persistente em uma impressão grande. Tentei de tudo, desde limpar o nozzle até ajustar a temperatura, mas nada parecia funcionar. Finalmente, decidi recalibrar os E-steps do meu extrusor, e foi aí que descobri o problema. As configurações de fábrica estavam erradas em quase 10%, o que significava que eu estava constantemente empurrando menos filamento do que o slicer pretendia. Após a calibração, minhas impressões ficaram imediatamente mais fortes e precisas.
Outro desafio que enfrentei foi fazer modelos detalhados imprimirem corretamente. Eu estava trabalhando em um projeto que envolvia converter uma imagem 2D em um modelo 3D usando uma ferramenta de image to 3D. Os resultados iniciais estavam um pouco brutos, com muito stringing e artefatos. Experimentei diferentes configurações de retração e até testei um novo nozzle, mas a maior melhora veio ao usar um 3D format converter para mudar de STL para um formato mais sólido como GLB. Isso, combinado com uma temperatura de impressão mais baixa, finalmente me deu a impressão limpa e detalhada que eu estava procurando. Para quem precisa gerar modelos para impressão 3D, um 3D printing model generator dedicado também pode ser de grande ajuda.
Comparação Objetiva: Software Slicer
Seu software slicer é um componente crítico do seu fluxo de trabalho de impressão 3D, e escolher o software certo pode fazer parte da sua estratégia de solução de problemas em impressão 3D. Ele pega seu modelo 3D e o converte em instruções que sua impressora consegue entender. Embora existam muitos slicers disponíveis, aqui está uma visão de três das opções mais populares e onde elas se destacam.
Cura
Prós:
- Gratuito e Open-Source: Cura é totalmente gratuito para usar e tem uma comunidade grande e ativa.
- Interface Amigável: É conhecido por sua interface intuitiva, o que o torna uma ótima escolha para iniciantes.
- Biblioteca Extensa de Plugins: Você pode expandir a funcionalidade do Cura com uma ampla variedade de plugins.
Contras:
- Velocidades de Fatiamento Mais Lentas: Em comparação com alguns outros slicers, o Cura pode ser um pouco mais lento, especialmente com modelos complexos.
- Perfis Padrão Podem Ser Inconsistentes: Embora existam muitos perfis disponíveis, a qualidade pode variar, e talvez você precise fazer alguns ajustes para obter os melhores resultados.
PrusaSlicer
Prós:
- Excelentes Perfis Padrão: PrusaSlicer é conhecido por seus perfis bem ajustados, especialmente para impressoras Prusa.
- Recursos Avançados: Ele oferece muitos recursos avançados, como G-code condicional e altura de camada variável.
- Atualizações Regulares: A equipe de desenvolvimento é muito ativa, e o software é atualizado com frequência com novos recursos e correções de bugs.
Contras:
- Curva de Aprendizado Mais Íngreme: Com seus recursos avançados, o PrusaSlicer pode ser um pouco mais intimidador para iniciantes.
- A Interface Pode Ser Poluída: A interface não é tão limpa quanto a do Cura, e pode ser um pouco sobrecarregada no início.
Simplify3D
Prós:
- Fatiamento de Alta Qualidade: Simplify3D é renomado por seu mecanismo de fatiamento de alta qualidade, que pode produzir excelentes resultados.
- Suportes Personalizáveis: Ele oferece algumas das melhores e mais personalizáveis ferramentas de geração de suportes.
- Velocidades de Fatiamento Rápidas: É um dos slicers mais rápidos disponíveis, o que pode ser uma grande vantagem para modelos grandes e complexos.
Contras:
- Software Pago: Ao contrário de Cura e PrusaSlicer, Simplify3D é um produto pago.
- Atualizações Menos Frequentes: O ciclo de desenvolvimento é mais lento do que o de seus concorrentes, e novos recursos não são lançados com tanta frequência.
Para quem trabalha com vários formatos de arquivo, um image to STL converter pode ser uma ferramenta útil para ter no seu arsenal, e um bom slicer lidará com a saída desses conversores com facilidade.
FAQ
Qual é a melhor maneira de limpar o nozzle de uma impressora 3D?
A limpeza de um nozzle pode ser feita de algumas maneiras. Um "cold pull" é um método popular em que você aquece o nozzle, empurra manualmente um pouco de filamento, deixa esfriar um pouco e depois puxa o filamento para fora, o que deve trazer quaisquer detritos junto com ele. Você também pode usar uma pequena agulha ou um kit de limpeza de nozzle para remover quaisquer obstruções. Para entupimentos mais difíceis, talvez seja necessário remover o nozzle e deixá-lo de molho em um solvente como acetona (para ABS) ou usar uma pistola de ar quente.
Como posso evitar que minhas impressões empenem?
O empenamento geralmente é causado por má aderência à mesa e pela contração do plástico à medida que esfria. Para evitá-lo, certifique-se de que sua mesa de impressão esteja limpa e nivelada. Usar uma mesa aquecida também é muito eficaz, pois mantém as camadas inferiores da impressão aquecidas e evita que encolham. Para materiais como ABS, uma enclosure ao redor da impressora pode ajudar a manter uma temperatura ambiente estável e reduzir o empenamento.
Qual é a diferença entre filamento PLA e ABS?
PLA (Polylactic Acid) é um plástico biodegradável feito de recursos renováveis, como amido de milho. É um dos filamentos mais populares para iniciantes porque é fácil de imprimir e não requer mesa aquecida. ABS (Acrylonitrile Butadiene Styrene) é um plástico mais durável e resistente ao calor, mas também é mais desafiador de imprimir. Ele requer mesa aquecida e uma área bem ventilada devido aos vapores que produz.
Como sei se minha mesa de impressão está nivelada?
Uma maneira rápida de verificar o nivelamento da mesa é o teste do papel. Faça o homing do eixo Z da sua impressora e depois mova o nozzle para diferentes pontos da mesa. Deslize uma folha de papel entre o nozzle e a mesa. Você deve sentir uma leve quantidade de atrito. Se o papel deslizar sem resistência, a mesa está muito baixa. Se você não conseguir colocar o papel sob o nozzle de jeito nenhum, a mesa está muito alta. Repita esse processo em vários pontos da mesa para garantir que ela esteja nivelada por completo.
Por que minhas impressões 3D estão tão quebradiças?
Impressões quebradiças geralmente são sinal de subextrusão ou má adesão entre camadas. Este é um problema clássico de solução de problemas em impressão 3D. Primeiro, verifique a calibração do seu extrusor (E-steps) para garantir que você esteja extrudando a quantidade correta de filamento. Você também pode tentar aumentar ligeiramente a temperatura de impressão para ajudar as camadas a se unirem melhor. Outra causa possível é umidade no filamento. Se o seu filamento absorveu umidade do ar, ele pode ficar quebradiço. Armazenar seu filamento em uma dry box pode ajudar a evitar isso.