

Solución de problemas de impresión 3D: cómo resolver fallos comunes de impresión
La impresión 3D puede ser un hobby gratificante, pero no está exenta de frustraciones. Cuando una impresión falla, puede ser complicado diagnosticar la causa raíz. Tanto si usas una máquina de gama alta como un modelo económico, los problemas pueden surgir por diversos factores, incluidos los ajustes del software, las propiedades del material y la calibración del hardware. Esta guía te explicará algunos de los problemas más comunes de la impresión 3D y cómo solucionarlos, proporcionando una base sólida para tus esfuerzos de solución de problemas de impresión 3D, para que puedas volver a crear cosas increíbles. También abordaremos soluciones que pueden aplicarse en distintas plataformas, desde firmware de código abierto como Marlin hasta sistemas integrados de software y hardware.
Solución de problemas de impresión 3D: resolver problemas de adhesión a la cama
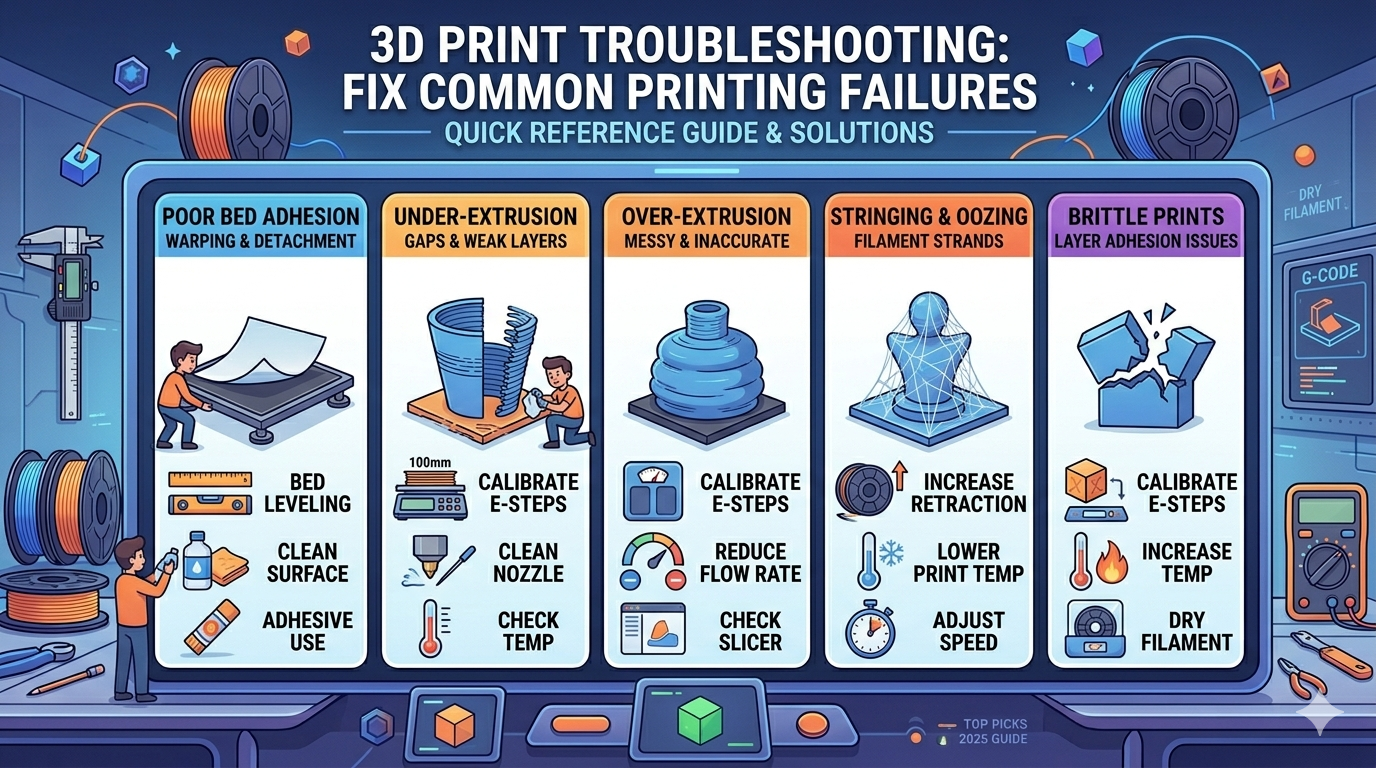
Uno de los problemas más frecuentes en la impresión 3D, y un área clave de la solución de problemas de impresión 3D, es conseguir que la primera capa se adhiera correctamente a la cama de impresión. Una primera capa débil puede arruinar toda la impresión, provocando deformaciones o un desprendimiento completo. Estas son algunas causas comunes y soluciones para una mala adhesión a la cama.
Nivelación de la cama
Una cama de impresión nivelada es crucial para lograr una primera capa exitosa. Si la boquilla está demasiado lejos de la cama, el filamento no se adherirá correctamente. Si está demasiado cerca, puede bloquear la boquilla e impedir que el filamento se extruya. La mayoría de las impresoras modernas tienen una función de autonivelación, pero sigue siendo una buena práctica comprobar manualmente el nivel de la cama de vez en cuando. Puedes hacerlo usando una hoja de papel y ajustando la cama hasta sentir una ligera fricción en el papel entre la boquilla y la cama en varios puntos.
Preparación de la superficie de impresión
La superficie de tu cama de impresión desempeña un papel importante en la adhesión. Una superficie limpia y texturizada es ideal. Si imprimes sobre una cama de vidrio, asegúrate de que esté limpia y libre de aceites o grasa. Limpiarla con alcohol isopropílico antes de cada impresión es un buen hábito. Para una adhesión adicional, puedes aplicar una capa fina de barra de pegamento o un adhesivo especializado para cama. Si usas una lámina de PEI, un lijado ligero con papel de lija de grano fino puede ayudar a restaurar sus propiedades adhesivas.
Solución de problemas de impresión 3D: problemas de extrusión y relacionados con el material
Incluso con una primera capa perfecta, tu impresión puede seguir fallando debido a problemas con la forma en que se extruye el filamento. Esta es un área común en la solución de problemas de impresión 3D. Estos problemas pueden manifestarse de varias maneras, desde impresiones débiles y quebradizas hasta superficies desordenadas y con hilos.
Subextrusión y sobreextrusión
La subextrusión ocurre cuando la impresora no extruye suficiente filamento, lo que da como resultado huecos y capas finas. La sobreextrusión es lo contrario: se extruye demasiado filamento, lo que produce una impresión desordenada e imprecisa. La causa más común de ambas es una calibración incorrecta del extrusor (E-steps). Debes calibrar tu extrusor para asegurarte de que, cuando le indiques que extruya 100 mm de filamento, extruya exactamente 100 mm. Otras causas pueden incluir una boquilla parcialmente obstruida, una temperatura de impresión incorrecta o una configuración errónea del diámetro del filamento en tu software slicer.
Stringing y goteo
El stringing, o goteo, ocurre cuando quedan finos hilos de filamento a medida que el cabezal de impresión se mueve entre distintas partes del modelo. Esto es más común con filamentos flexibles, pero puede ocurrir con cualquier material. La causa principal del stringing son los ajustes de retracción. La retracción es cuando el extrusor tira del filamento hacia atrás para aliviar la presión en la boquilla. Si tu distancia de retracción es demasiado corta o la velocidad es demasiado lenta, el filamento seguirá rezumando. También puedes intentar bajar la temperatura de impresión o aumentar la velocidad de desplazamiento para minimizar el tiempo que la boquilla pasa sobre el aire. Para modelos más complejos, podrías considerar usar una herramienta como un AI 3D model generator para optimizar la geometría para la impresión.
Mi experiencia de primera mano con la solución de problemas de impresión 3D
He pasado incontables horas encorvado sobre mi impresora 3D, metido de lleno en la solución de problemas de impresión 3D. Una de las experiencias más frustrantes fue lidiar con una subextrusión persistente en una impresión grande. Probé de todo, desde limpiar la boquilla hasta ajustar la temperatura, pero nada parecía funcionar. Finalmente, decidí recalibrar los E-steps de mi extrusor, y fue entonces cuando descubrí el problema. La configuración de fábrica estaba desviada casi un 10 %, lo que significaba que constantemente estaba expulsando menos filamento del que el slicer pretendía. Después de la calibración, mis impresiones fueron inmediatamente más resistentes y precisas.
Otro desafío al que me enfrenté fue conseguir que los modelos detallados se imprimieran correctamente. Estaba trabajando en un proyecto que implicaba convertir una imagen 2D en un modelo 3D usando una herramienta de image to 3D. Los resultados iniciales eran un poco toscos, con mucho stringing y artefactos. Experimenté con diferentes ajustes de retracción e incluso probé una boquilla nueva, pero la mayor mejora llegó al usar un 3D format converter para cambiar de STL a un formato más sólido como GLB. Esto, combinado con una temperatura de impresión más baja, finalmente me dio la impresión limpia y detallada que estaba buscando. Para quienes necesitan generar modelos para impresión 3D, un 3D printing model generator dedicado también puede ser de gran ayuda.
Comparación objetiva: software slicer
Tu software slicer es un componente crítico de tu flujo de trabajo de impresión 3D, y elegir el adecuado puede formar parte de tu estrategia de solución de problemas de impresión 3D. Toma tu modelo 3D y lo convierte en instrucciones que tu impresora puede entender. Aunque hay muchos slicers disponibles, aquí tienes un vistazo a tres de las opciones más populares y en qué destacan.
Cura
Pros:
- Gratis y de código abierto: Cura es completamente gratuito y cuenta con una comunidad grande y activa.
- Interfaz fácil de usar: Es conocido por su interfaz intuitiva, lo que lo convierte en una gran opción para principiantes.
- Amplia biblioteca de plugins: Puedes ampliar la funcionalidad de Cura con una gran variedad de plugins.
Cons:
- Velocidades de laminado más lentas: En comparación con otros slicers, Cura puede ser algo más lento, especialmente con modelos complejos.
- Los perfiles predeterminados pueden ser inconsistentes: Aunque hay muchos perfiles disponibles, la calidad puede variar, y quizá necesites hacer algunos ajustes para obtener los mejores resultados.
PrusaSlicer
Pros:
- Excelentes perfiles predeterminados: PrusaSlicer es conocido por sus perfiles bien ajustados, especialmente para impresoras Prusa.
- Funciones avanzadas: Ofrece muchas funciones avanzadas, como G-code condicional y altura de capa variable.
- Actualizaciones regulares: El equipo de desarrollo es muy activo y el software se actualiza con frecuencia con nuevas funciones y correcciones de errores.
Cons:
- Curva de aprendizaje más pronunciada: Con sus funciones avanzadas, PrusaSlicer puede resultar un poco más intimidante para principiantes.
- La interfaz puede verse recargada: La interfaz no es tan limpia como la de Cura, y al principio puede resultar un poco abrumadora.
Simplify3D
Pros:
- Laminado de alta calidad: Simplify3D es reconocido por su motor de laminado de alta calidad, que puede producir excelentes resultados.
- Soportes personalizables: Ofrece algunas de las mejores y más personalizables herramientas de generación de soportes.
- Velocidades de laminado rápidas: Es uno de los slicers más rápidos disponibles, lo que puede ser una gran ventaja para modelos grandes y complejos.
Cons:
- Software de pago: A diferencia de Cura y PrusaSlicer, Simplify3D es un producto de pago.
- Actualizaciones menos frecuentes: El ciclo de desarrollo es más lento que el de sus competidores, y las nuevas funciones no se lanzan con tanta frecuencia.
Para quienes trabajan con varios formatos de archivo, un image to STL converter puede ser una herramienta útil para tener en tu arsenal, y un buen slicer manejará la salida de estos convertidores con facilidad.
FAQ
¿Cuál es la mejor manera de limpiar la boquilla de una impresora 3D?
Limpiar una boquilla puede hacerse de varias maneras. Un "cold pull" es un método popular en el que calientas la boquilla, empujas manualmente algo de filamento a través de ella, dejas que se enfríe un poco y luego tiras del filamento hacia afuera, lo que debería arrastrar cualquier residuo con él. También puedes usar una aguja pequeña o un kit de limpieza de boquillas para eliminar cualquier obstrucción. Para atascos más difíciles, puede que necesites retirar la boquilla y sumergirla en un disolvente como acetona (para ABS) o usar una pistola de calor.
¿Cómo puedo evitar que mis impresiones se deformen?
La deformación suele deberse a una mala adhesión a la cama y a la contracción del plástico al enfriarse. Para evitarla, asegúrate de que tu cama de impresión esté limpia y nivelada. Usar una cama caliente también es muy eficaz, ya que mantiene calientes las capas inferiores de la impresión y evita que se encojan. Para materiales como ABS, una carcasa alrededor de la impresora puede ayudar a mantener una temperatura ambiente estable y reducir la deformación.
¿Cuál es la diferencia entre el filamento PLA y ABS?
PLA (Polylactic Acid) es un plástico biodegradable hecho a partir de recursos renovables como el almidón de maíz. Es uno de los filamentos más populares para principiantes porque es fácil de imprimir y no requiere una cama caliente. ABS (Acrylonitrile Butadiene Styrene) es un plástico más duradero y resistente al calor, pero también es más difícil de imprimir. Requiere una cama caliente y un área bien ventilada debido a los vapores que produce.
¿Cómo sé si mi cama de impresión está nivelada?
Una forma rápida de comprobar el nivel de tu cama es la prueba del papel. Lleva el eje Z de tu impresora a home y luego mueve la boquilla a distintos puntos de la cama. Desliza una hoja de papel entre la boquilla y la cama. Deberías sentir una ligera fricción. Si el papel se desliza sin resistencia, la cama está demasiado baja. Si no puedes meter el papel debajo de la boquilla en absoluto, la cama está demasiado alta. Repite este proceso en varios puntos de la cama para asegurarte de que esté nivelada en toda su superficie.
¿Por qué mis impresiones 3D son tan quebradizas?
Las impresiones quebradizas suelen ser una señal de subextrusión o de una mala adhesión entre capas. Este es un problema clásico de solución de problemas de impresión 3D. Primero, comprueba la calibración de tu extrusor (E-steps) para asegurarte de que estás extruyendo la cantidad correcta de filamento. También puedes intentar aumentar ligeramente la temperatura de impresión para ayudar a que las capas se unan mejor. Otra posible causa es la humedad en tu filamento. Si tu filamento ha absorbido humedad del aire, puede volverse quebradizo. Guardar tu filamento en una caja seca puede ayudar a prevenir esto.