

Dépannage de l’impression 3D : résoudre les échecs d’impression courants
L’impression 3D peut être un loisir gratifiant, mais elle n’est pas sans frustrations. Lorsqu’une impression échoue, il peut être difficile d’en diagnostiquer la cause profonde. Que vous utilisiez une machine haut de gamme ou un modèle économique, des problèmes peuvent survenir en raison de nombreux facteurs, notamment les paramètres logiciels, les propriétés des matériaux et l’étalonnage du matériel. Ce guide vous présentera certains des problèmes d’impression 3D les plus courants et la manière de les corriger, en fournissant une base solide pour vos efforts de dépannage de l’impression 3D, afin que vous puissiez recommencer à créer des choses incroyables. Nous aborderons des solutions applicables sur différentes plateformes, du firmware open-source comme Marlin aux systèmes intégrés combinant logiciel et matériel.
Dépannage de l’impression 3D : résoudre les problèmes d’adhérence au plateau
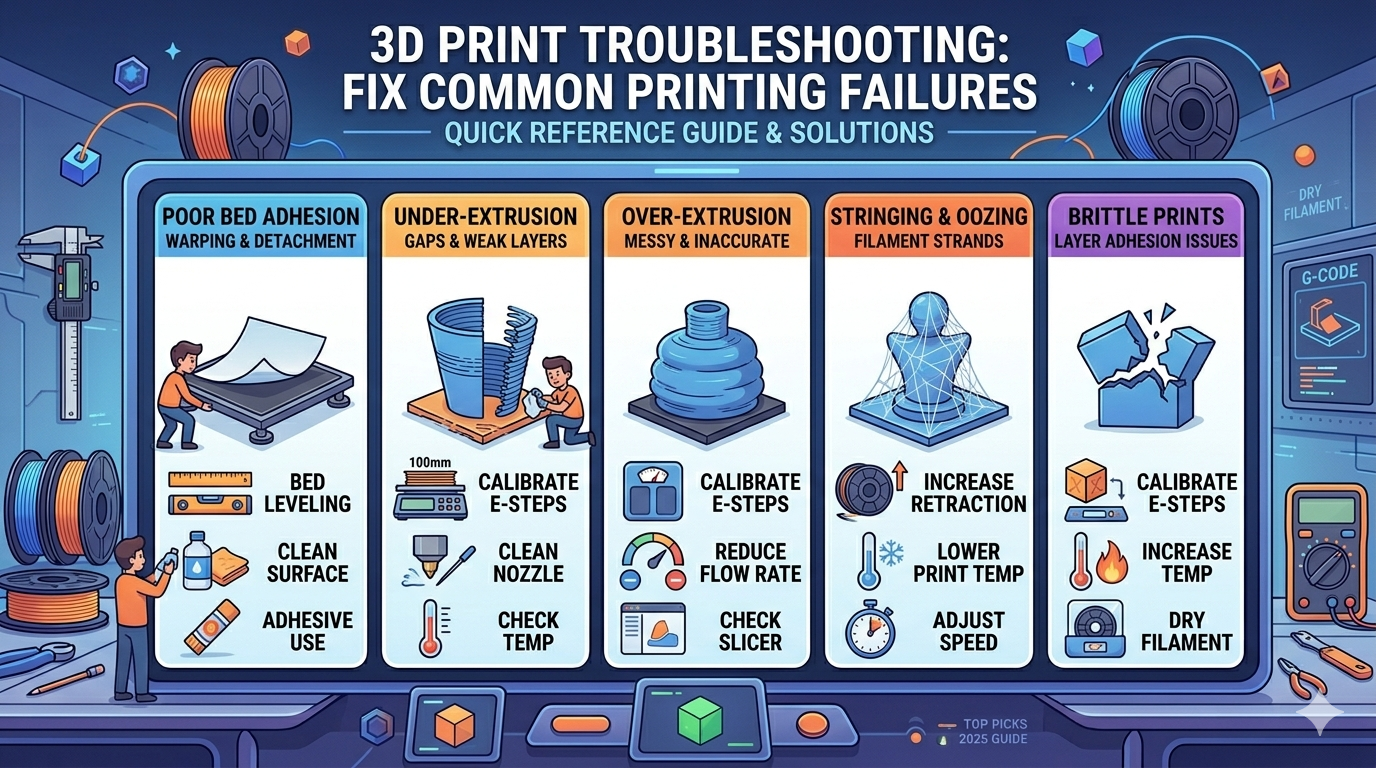
L’un des problèmes les plus fréquents en impression 3D, et un domaine clé du dépannage de l’impression 3D, consiste à faire adhérer correctement la première couche au plateau d’impression. Une première couche fragile peut ruiner toute l’impression, entraînant une déformation ou un décollement complet. Voici quelques causes courantes et solutions aux problèmes de mauvaise adhérence au plateau.
Nivellement du plateau
Un plateau d’impression bien nivelé est essentiel pour réussir la première couche. Si la buse est trop éloignée du plateau, le filament n’adhérera pas correctement. Si elle est trop proche, elle peut obstruer la buse et empêcher l’extrusion du filament. La plupart des imprimantes modernes disposent d’une fonction d’auto-nivellement, mais il reste conseillé de vérifier manuellement le niveau du plateau de temps en temps. Vous pouvez le faire à l’aide d’une feuille de papier et ajuster le plateau jusqu’à ressentir un léger frottement du papier entre la buse et le plateau à différents endroits.
Préparation de la surface d’impression
La surface de votre plateau d’impression joue un rôle important dans l’adhérence. Une surface propre et texturée est idéale. Si vous imprimez sur un plateau en verre, assurez-vous qu’il est propre et exempt d’huiles ou de graisse. Le nettoyer avec de l’alcool isopropylique avant chaque impression est une bonne habitude. Pour une adhérence supplémentaire, vous pouvez appliquer une fine couche de bâton de colle ou d’un adhésif spécialisé pour plateau. Si vous utilisez une feuille de PEI, un léger ponçage avec du papier de verre à grain fin peut aider à restaurer ses propriétés adhésives.
Dépannage de l’impression 3D : problèmes liés à l’extrusion et aux matériaux
Même avec une première couche parfaite, votre impression peut encore échouer en raison de problèmes liés à la manière dont le filament est extrudé. Il s’agit d’un domaine courant du dépannage de l’impression 3D. Ces problèmes peuvent se manifester de différentes façons, allant d’impressions faibles et cassantes à des surfaces sales et pleines de fils.
Sous-extrusion et sur-extrusion
La sous-extrusion se produit lorsque l’imprimante n’extrude pas assez de filament, ce qui entraîne des espaces et des couches fines. La sur-extrusion est l’inverse : trop de filament est extrudé, ce qui conduit à une impression sale et imprécise. La cause la plus fréquente des deux problèmes est un étalonnage incorrect de l’extrudeur (E-steps). Vous devez calibrer votre extrudeur pour vous assurer que lorsque vous lui demandez d’extruder 100 mm de filament, il extrude exactement 100 mm. D’autres causes peuvent inclure une buse partiellement bouchée, une température d’impression incorrecte ou un mauvais réglage du diamètre du filament dans votre logiciel de slicing.
Stringing et suintement
Le stringing, ou suintement, se produit lorsque de fins fils de filament sont laissés derrière eux pendant que la tête d’impression se déplace entre différentes parties du modèle. Ce phénomène est plus fréquent avec les filaments flexibles, mais peut se produire avec n’importe quel matériau. La cause principale du stringing réside dans les paramètres de rétraction. La rétraction se produit lorsque l’extrudeur tire le filament vers l’arrière pour relâcher la pression dans la buse. Si votre distance de rétraction est trop courte ou si la vitesse est trop lente, le filament continuera à suinter. Vous pouvez également essayer de réduire votre température d’impression ou d’augmenter votre vitesse de déplacement afin de minimiser le temps que la buse passe au-dessus du vide. Pour des modèles plus complexes, vous pouvez envisager d’utiliser un outil comme un AI 3D model generator pour optimiser la géométrie en vue de l’impression.
Mon expérience directe du dépannage de l’impression 3D
J’ai passé d’innombrables heures penché sur mon imprimante 3D, engagé dans un sérieux dépannage de l’impression 3D. L’une des expériences les plus frustrantes a été de faire face à une sous-extrusion persistante sur une grande impression. J’ai tout essayé, du nettoyage de la buse à l’ajustement de la température, mais rien ne semblait fonctionner. Finalement, j’ai décidé de recalibrer les E-steps de mon extrudeur, et c’est là que j’ai découvert le problème. Les réglages d’usine étaient erronés de presque 10 %, ce qui signifiait que j’extrudais systématiquement moins de filament que ce que le slicer prévoyait. Après l’étalonnage, mes impressions sont immédiatement devenues plus solides et plus précises.
Un autre défi auquel j’ai été confronté consistait à imprimer correctement des modèles détaillés. Je travaillais sur un projet impliquant la conversion d’une image 2D en modèle 3D à l’aide d’un outil image to 3D. Les résultats initiaux étaient un peu bruts, avec beaucoup de stringing et d’artefacts. J’ai expérimenté différents paramètres de rétraction et j’ai même essayé une nouvelle buse, mais la plus grande amélioration est venue de l’utilisation d’un 3D format converter pour passer du STL à un format plus robuste comme le GLB. Cela, combiné à une température d’impression plus basse, m’a finalement permis d’obtenir l’impression propre et détaillée que je recherchais. Pour ceux qui ont besoin de générer des modèles pour l’impression 3D, un 3D printing model generator dédié peut également être d’une grande aide.
Comparaison objective : logiciels de slicing
Votre logiciel de slicing est un composant essentiel de votre flux de travail en impression 3D, et choisir le bon peut faire partie de votre stratégie de dépannage de l’impression 3D. Il prend votre modèle 3D et le convertit en instructions que votre imprimante peut comprendre. Bien qu’il existe de nombreux slicers, voici un aperçu de trois des options les plus populaires et des domaines dans lesquels elles excellent.
Cura
Avantages :
- Gratuit et Open-Source : Cura est entièrement gratuit et bénéficie d’une communauté vaste et active.
- Interface conviviale : Il est connu pour son interface intuitive, ce qui en fait un excellent choix pour les débutants.
- Bibliothèque de plugins étendue : Vous pouvez étendre les fonctionnalités de Cura grâce à un large éventail de plugins.
Inconvénients :
- Vitesses de slicing plus lentes : Comparé à certains autres slicers, Cura peut être un peu plus lent, surtout avec des modèles complexes.
- Les profils par défaut peuvent être incohérents : Bien qu’il existe de nombreux profils disponibles, leur qualité peut varier, et vous devrez peut-être effectuer quelques ajustements pour obtenir les meilleurs résultats.
PrusaSlicer
Avantages :
- Excellents profils par défaut : PrusaSlicer est connu pour ses profils bien réglés, en particulier pour les imprimantes Prusa.
- Fonctionnalités avancées : Il offre de nombreuses fonctionnalités avancées, telles que le G-code conditionnel et la hauteur de couche variable.
- Mises à jour régulières : L’équipe de développement est très active, et le logiciel est fréquemment mis à jour avec de nouvelles fonctionnalités et des corrections de bugs.
Inconvénients :
- Courbe d’apprentissage plus raide : Avec ses fonctionnalités avancées, PrusaSlicer peut être un peu plus intimidant pour les débutants.
- L’interface peut être chargée : L’interface n’est pas aussi épurée que celle de Cura, et elle peut sembler un peu écrasante au début.
Simplify3D
Avantages :
- Slicing de haute qualité : Simplify3D est réputé pour son moteur de slicing de haute qualité, capable de produire d’excellents résultats.
- Supports personnalisables : Il propose certains des meilleurs outils de génération de supports, avec un haut niveau de personnalisation.
- Vitesses de slicing rapides : C’est l’un des slicers les plus rapides disponibles, ce qui peut constituer un grand avantage pour les modèles volumineux et complexes.
Inconvénients :
- Logiciel payant : Contrairement à Cura et PrusaSlicer, Simplify3D est un produit payant.
- Mises à jour moins fréquentes : Le cycle de développement est plus lent que celui de ses concurrents, et les nouvelles fonctionnalités sont publiées moins souvent.
Pour ceux qui travaillent avec divers formats de fichiers, un image to STL converter peut être un outil utile à avoir dans votre arsenal, et un bon slicer gérera facilement la sortie de ces convertisseurs.
FAQ
Quelle est la meilleure façon de nettoyer une buse d’imprimante 3D ?
Le nettoyage d’une buse peut se faire de plusieurs façons. Le « cold pull » est une méthode populaire : vous chauffez la buse, poussez manuellement un peu de filament à travers, laissez refroidir légèrement, puis retirez le filament, qui devrait emporter les débris avec lui. Vous pouvez également utiliser une petite aiguille ou un kit de nettoyage de buse pour éliminer les obstructions. Pour les bouchons plus tenaces, vous devrez peut-être retirer la buse et la faire tremper dans un solvant comme l’acétone (pour l’ABS) ou utiliser un pistolet à air chaud.
Comment puis-je empêcher mes impressions de se déformer ?
La déformation est généralement causée par une mauvaise adhérence au plateau et par la contraction du plastique lorsqu’il refroidit. Pour l’éviter, assurez-vous que votre plateau d’impression est propre et bien nivelé. L’utilisation d’un plateau chauffant est également très efficace, car il maintient les couches inférieures de l’impression au chaud et les empêche de se rétracter. Pour des matériaux comme l’ABS, une enceinte autour de l’imprimante peut aider à maintenir une température ambiante stable et à réduire la déformation.
Quelle est la différence entre les filaments PLA et ABS ?
Le PLA (acide polylactique) est un plastique biodégradable fabriqué à partir de ressources renouvelables comme l’amidon de maïs. C’est l’un des filaments les plus populaires pour les débutants, car il est facile à imprimer et ne nécessite pas de plateau chauffant. L’ABS (acrylonitrile butadiène styrène) est un plastique plus durable et plus résistant à la chaleur, mais il est aussi plus difficile à imprimer. Il nécessite un plateau chauffant et un espace bien ventilé en raison des fumées qu’il produit.
Comment savoir si mon plateau d’impression est bien nivelé ?
Un moyen rapide de vérifier le niveau de votre plateau est le test du papier. Faites revenir l’axe Z de votre imprimante à sa position d’origine, puis déplacez la buse vers différents points du plateau. Glissez une feuille de papier entre la buse et le plateau. Vous devriez ressentir un léger frottement. Si le papier glisse sans aucune résistance, le plateau est trop bas. Si vous ne pouvez pas du tout glisser le papier sous la buse, le plateau est trop haut. Répétez ce processus à plusieurs endroits du plateau pour vous assurer qu’il est bien nivelé partout.
Pourquoi mes impressions 3D sont-elles si cassantes ?
Des impressions cassantes sont souvent le signe d’une sous-extrusion ou d’une mauvaise adhérence entre les couches. Il s’agit d’un problème classique de dépannage de l’impression 3D. Commencez par vérifier l’étalonnage de votre extrudeur (E-steps) pour vous assurer que vous extrudez la bonne quantité de filament. Vous pouvez également essayer d’augmenter légèrement votre température d’impression pour aider les couches à mieux se lier entre elles. Une autre cause possible est l’humidité dans votre filament. Si votre filament a absorbé l’humidité de l’air, il peut devenir cassant. Stocker votre filament dans une boîte sèche peut aider à éviter ce problème.