

Risoluzione dei problemi di stampa 3D: come risolvere i guasti di stampa più comuni
La stampa 3D può essere un hobby gratificante, ma non è priva di frustrazioni. Quando una stampa fallisce, può essere difficile diagnosticare la causa principale. Che tu stia usando una macchina di fascia alta o un modello economico, i problemi possono derivare da una varietà di fattori, tra cui impostazioni software, proprietà dei materiali e calibrazione hardware. Questa guida ti accompagnerà attraverso alcuni dei problemi di stampa 3D più comuni e come risolverli, fornendo una solida base per le tue attività di risoluzione dei problemi di stampa 3D, così potrai tornare a creare cose straordinarie. Toccheremo anche soluzioni applicabili su diverse piattaforme, dal firmware open-source come Marlin ai sistemi integrati software-hardware.
Risoluzione dei problemi di stampa 3D: risolvere i problemi di adesione al piano
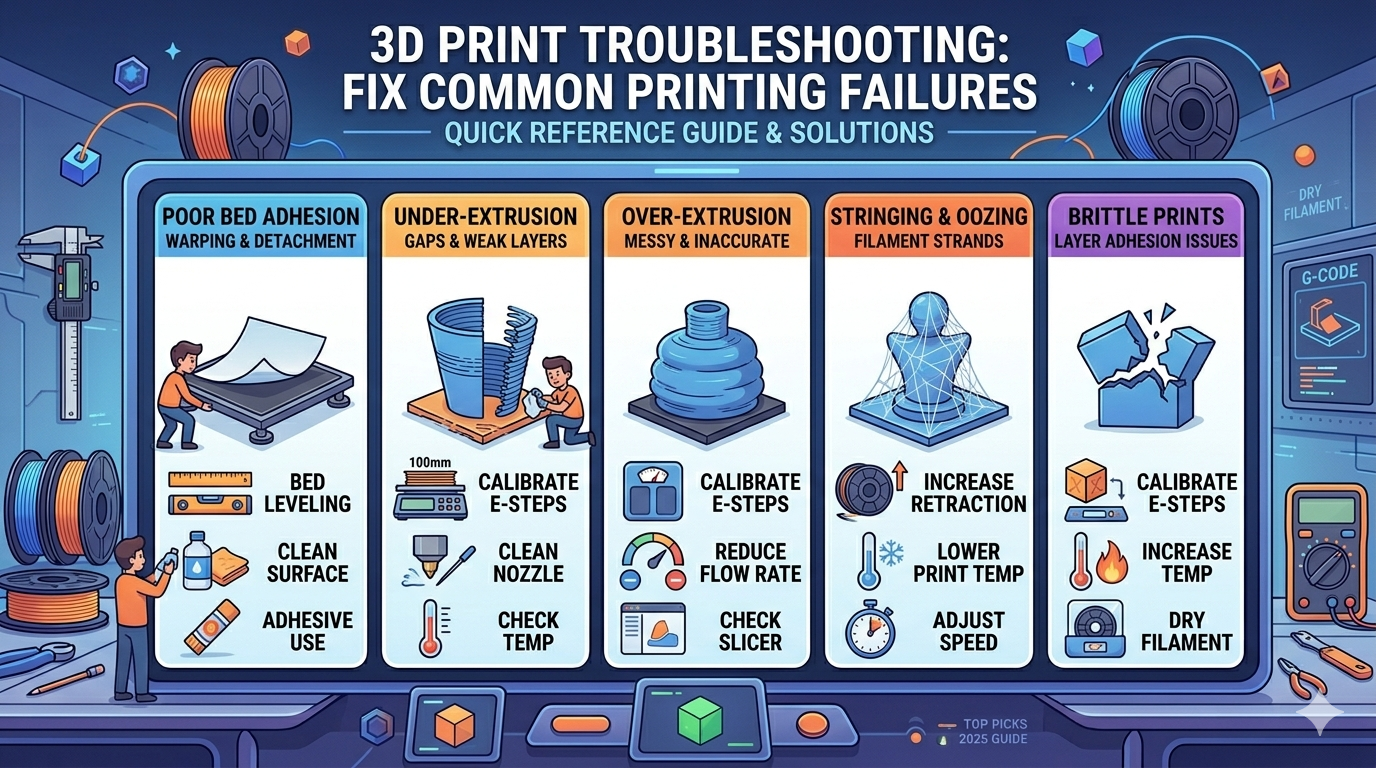
Uno dei problemi più frequenti nella stampa 3D, e un'area chiave della risoluzione dei problemi di stampa 3D, è far aderire correttamente il primo strato al piano di stampa. Un primo strato debole può rovinare l'intera stampa, causando deformazioni o il completo distacco. Ecco alcune cause comuni e soluzioni per una scarsa adesione al piano.
Livellamento del piano
Un piano di stampa livellato è fondamentale per ottenere un primo strato di successo. Se l'ugello è troppo lontano dal piano, il filamento non aderirà correttamente. Se è troppo vicino, può ostruire l'ugello e impedire l'estrusione del filamento. La maggior parte delle stampanti moderne dispone di una funzione di auto-livellamento, ma è comunque buona pratica controllare manualmente il livello del piano di tanto in tanto. Puoi farlo usando un foglio di carta e regolando il piano finché non senti un leggero attrito sulla carta tra l'ugello e il piano in vari punti.
Preparazione della superficie di stampa
La superficie del tuo piano di stampa gioca un ruolo significativo nell'adesione. Una superficie pulita e testurizzata è l'ideale. Se stai stampando su un piano in vetro, assicurati che sia pulito e privo di oli o grasso. Passarlo con alcol isopropilico prima di ogni stampa è una buona abitudine. Per un'adesione extra, puoi applicare un sottile strato di colla stick o un adesivo specifico per il piano. Se stai usando un foglio PEI, una leggera carteggiatura con carta abrasiva a grana fine può aiutare a ripristinarne le proprietà adesive.
Risoluzione dei problemi di stampa 3D: problemi di estrusione e legati ai materiali
Anche con un primo strato perfetto, la tua stampa può comunque fallire a causa di problemi nel modo in cui il filamento viene estruso. Questa è un'area comune della risoluzione dei problemi di stampa 3D. Questi problemi possono manifestarsi in vari modi, da stampe deboli e fragili a superfici disordinate e piene di fili.
Sotto-estrusione e sovra-estrusione
La sotto-estrusione si verifica quando la stampante non estrude abbastanza filamento, causando vuoti e strati sottili. La sovra-estrusione è l'opposto: viene estruso troppo filamento, con il risultato di una stampa disordinata e imprecisa. La causa più comune di entrambi i problemi è una calibrazione errata dell'estrusore (E-steps). Dovresti calibrare il tuo estrusore per assicurarti che, quando gli dici di estrudere 100mm di filamento, ne estruda esattamente 100mm. Altre cause possono includere un ugello parzialmente ostruito, una temperatura di stampa errata o un'impostazione sbagliata del diametro del filamento nel tuo software slicer.
Stringing e oozing
Lo stringing, o oozing, si verifica quando sottili fili di filamento vengono lasciati dietro mentre la testina di stampa si sposta tra diverse parti del modello. È più comune con i filamenti flessibili, ma può accadere con qualsiasi materiale. La causa principale dello stringing sono le impostazioni di ritrazione. La ritrazione avviene quando l'estrusore tira indietro il filamento per alleviare la pressione nell'ugello. Se la distanza di ritrazione è troppo breve o la velocità è troppo lenta, il filamento continuerà a colare fuori. Puoi anche provare ad abbassare la temperatura di stampa o aumentare la velocità di spostamento per ridurre al minimo il tempo in cui l'ugello rimane sopra il vuoto. Per modelli più complessi, potresti considerare l'uso di uno strumento come un AI 3D model generator per ottimizzare la geometria per la stampa.
La mia esperienza diretta con la risoluzione dei problemi di stampa 3D
Ho trascorso innumerevoli ore curvo sulla mia stampante 3D, impegnato in una seria attività di risoluzione dei problemi di stampa 3D. Una delle esperienze più frustranti è stata affrontare una persistente sotto-estrusione su una stampa di grandi dimensioni. Ho provato di tutto, dalla pulizia dell'ugello alla regolazione della temperatura, ma niente sembrava funzionare. Alla fine, ho deciso di ricalibrare gli E-steps del mio estrusore, ed è stato allora che ho scoperto il problema. Le impostazioni di fabbrica erano sballate di quasi il 10%, il che significava che stavo costantemente spingendo fuori meno filamento di quanto lo slicer intendesse. Dopo la calibrazione, le mie stampe sono diventate immediatamente più resistenti e precise.
Un'altra sfida che ho affrontato è stata riuscire a stampare correttamente modelli dettagliati. Stavo lavorando a un progetto che prevedeva la conversione di un'immagine 2D in un modello 3D usando uno strumento image to 3D. I risultati iniziali erano un po' grezzi, con molto stringing e artefatti. Ho sperimentato diverse impostazioni di ritrazione e ho persino provato un nuovo ugello, ma il miglioramento più grande è arrivato usando un 3D format converter per passare da STL a un formato più solido come GLB. Questo, combinato con una temperatura di stampa più bassa, mi ha finalmente dato la stampa pulita e dettagliata che stavo cercando. Per chi ha bisogno di generare modelli per la stampa 3D, anche un 3D printing model generator dedicato può essere di grande aiuto.
Confronto obiettivo: software slicer
Il tuo software slicer è un componente critico del flusso di lavoro di stampa 3D, e scegliere quello giusto può far parte della tua strategia di risoluzione dei problemi di stampa 3D. Prende il tuo modello 3D e lo converte in istruzioni che la tua stampante può comprendere. Sebbene siano disponibili molti slicer, ecco uno sguardo a tre delle opzioni più popolari e ai contesti in cui eccellono.
Cura
Pro:
- Gratuito e Open-Source: Cura è completamente gratuito da usare e ha una community ampia e attiva.
- Interfaccia intuitiva: È noto per la sua interfaccia intuitiva, che lo rende un'ottima scelta per i principianti.
- Ampia libreria di plugin: Puoi estendere le funzionalità di Cura con una vasta gamma di plugin.
Contro:
- Velocità di slicing più lente: Rispetto ad altri slicer, Cura può essere un po' più lento, soprattutto con modelli complessi.
- I profili predefiniti possono essere incoerenti: Sebbene siano disponibili molti profili, la qualità può variare e potresti dover fare qualche regolazione per ottenere i migliori risultati.
PrusaSlicer
Pro:
- Profili predefiniti eccellenti: PrusaSlicer è noto per i suoi profili ben ottimizzati, soprattutto per le stampanti Prusa.
- Funzionalità avanzate: Offre molte funzionalità avanzate, come G-code condizionale e altezza di strato variabile.
- Aggiornamenti regolari: Il team di sviluppo è molto attivo e il software viene aggiornato frequentemente con nuove funzionalità e correzioni di bug.
Contro:
- Curva di apprendimento più ripida: Con le sue funzionalità avanzate, PrusaSlicer può risultare un po' più intimidatorio per i principianti.
- L'interfaccia può essere affollata: L'interfaccia non è pulita come quella di Cura e all'inizio può risultare un po' opprimente.
Simplify3D
Pro:
- Slicing di alta qualità: Simplify3D è rinomato per il suo motore di slicing di alta qualità, che può produrre risultati eccellenti.
- Supporti personalizzabili: Offre alcuni dei migliori strumenti per la generazione di supporti, oltre a essere tra i più personalizzabili.
- Velocità di slicing elevate: È uno degli slicer più veloci disponibili, il che può rappresentare un grande vantaggio per modelli grandi e complessi.
Contro:
- Software a pagamento: A differenza di Cura e PrusaSlicer, Simplify3D è un prodotto a pagamento.
- Aggiornamenti meno frequenti: Il ciclo di sviluppo è più lento rispetto ai concorrenti e le nuove funzionalità non vengono rilasciate con la stessa frequenza.
Per chi lavora con vari formati di file, un image to STL converter può essere uno strumento utile da avere nel proprio arsenale, e un buon slicer gestirà con facilità l'output di questi convertitori.
FAQ
Qual è il modo migliore per pulire l'ugello di una stampante 3D?
La pulizia di un ugello può essere eseguita in diversi modi. Il "cold pull" è un metodo popolare in cui si riscalda l'ugello, si spinge manualmente un po' di filamento attraverso di esso, si lascia raffreddare leggermente e poi si estrae il filamento, che dovrebbe portare con sé eventuali detriti. Puoi anche usare un piccolo ago o un kit per la pulizia degli ugelli per eliminare eventuali ostruzioni. Per intasamenti più ostinati, potrebbe essere necessario rimuovere l'ugello e lasciarlo in ammollo in un solvente come l'acetone (per ABS) oppure usare una pistola termica.
Come posso evitare che le mie stampe si deformino?
La deformazione è solitamente causata da una scarsa adesione al piano e dal restringimento della plastica durante il raffreddamento. Per evitarla, assicurati che il piano di stampa sia pulito e livellato. Anche l'uso di un piano riscaldato è molto efficace, poiché mantiene caldi gli strati inferiori della stampa e impedisce loro di restringersi. Per materiali come l'ABS, un enclosure attorno alla stampante può aiutare a mantenere una temperatura ambiente stabile e ridurre la deformazione.
Qual è la differenza tra filamento PLA e ABS?
Il PLA (Polylactic Acid) è una plastica biodegradabile realizzata con risorse rinnovabili come l'amido di mais. È uno dei filamenti più popolari per i principianti perché è facile da stampare e non richiede un piano riscaldato. L'ABS (Acrylonitrile Butadiene Styrene) è una plastica più durevole e resistente al calore, ma è anche più difficile da stampare. Richiede un piano riscaldato e un'area ben ventilata a causa dei fumi che produce.
Come faccio a sapere se il mio piano di stampa è livellato?
Un modo rapido per controllare il livello del piano è il test del foglio di carta. Porta in home l'asse Z della stampante, quindi sposta l'ugello in diversi punti del piano. Fai scorrere un foglio di carta tra l'ugello e il piano. Dovresti percepire una leggera quantità di attrito. Se il foglio scorre senza alcuna resistenza, il piano è troppo basso. Se non riesci affatto a far passare il foglio sotto l'ugello, il piano è troppo alto. Ripeti questo processo in diversi punti del piano per assicurarti che sia livellato ovunque.
Perché le mie stampe 3D sono così fragili?
Le stampe fragili sono spesso un segno di sotto-estrusione o di scarsa adesione tra gli strati. Questo è un classico problema di risoluzione dei problemi di stampa 3D. Per prima cosa, controlla la calibrazione del tuo estrusore (E-steps) per assicurarti di estrudere la giusta quantità di filamento. Puoi anche provare ad aumentare leggermente la temperatura di stampa per aiutare gli strati a legarsi meglio tra loro. Un'altra possibile causa è l'umidità nel filamento. Se il tuo filamento ha assorbito umidità dall'aria, può diventare fragile. Conservare il filamento in una dry box può aiutare a prevenire questo problema.