Устранение неполадок 3D-печати: как решить распространённые сбои при печати
3D-печать может быть увлекательным хобби, но не обходится без разочарований. Когда печать завершается неудачей, бывает непросто определить первопричину. Независимо от того, используете ли вы высококлассный аппарат или бюджетную модель, проблемы могут возникать по самым разным причинам, включая настройки программного обеспечения, свойства материала и калибровку оборудования. Это руководство познакомит вас с некоторыми из самых распространённых проблем 3D-печати и способами их устранения, создавая надёжную основу для устранения неполадок 3D-печати, чтобы вы могли снова вернуться к созданию удивительных вещей. Мы также затронем решения, которые можно применять на разных платформах — от прошивок с открытым исходным кодом, таких как Marlin, до интегрированных программно-аппаратных систем.
Устранение неполадок 3D-печати: решение проблем с адгезией к столу
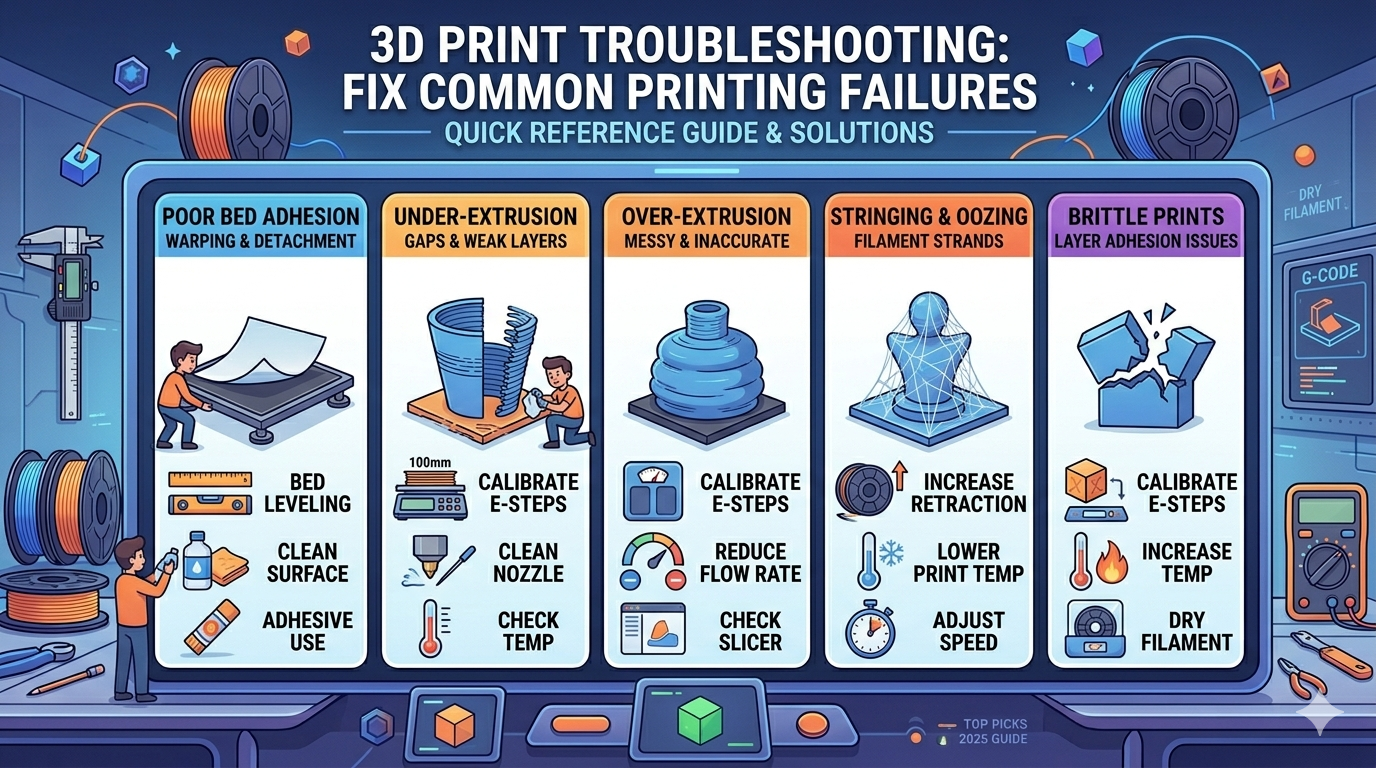
Одна из самых частых проблем в 3D-печати и ключевая область устранения неполадок 3D-печати — это правильное прилипание первого слоя к печатному столу. Слабый первый слой может испортить всю печать, приводя к деформации или полному отрыву модели. Ниже приведены распространённые причины и решения плохой адгезии к столу.
Выравнивание стола
Ровный печатный стол критически важен для успешного первого слоя. Если сопло находится слишком далеко от стола, филамент не будет нормально прилипать. Если оно слишком близко, это может перекрыть сопло и помешать экструзии филамента. У большинства современных принтеров есть функция автокалибровки, но всё равно полезно время от времени вручную проверять уровень стола. Это можно сделать с помощью листа бумаги, регулируя стол до тех пор, пока вы не почувствуете лёгкое трение бумаги между соплом и столом в разных точках.
Подготовка поверхности печати
Поверхность печатного стола играет важную роль в адгезии. Идеально подходит чистая текстурированная поверхность. Если вы печатаете на стеклянном столе, убедитесь, что он чистый и на нём нет масел или жира. Хорошая привычка — протирать его изопропиловым спиртом перед каждой печатью. Для дополнительной адгезии можно нанести тонкий слой клея-карандаша или специального адгезива для стола. Если вы используете лист PEI, лёгкая шлифовка мелкозернистой наждачной бумагой поможет восстановить его адгезионные свойства.
Устранение неполадок 3D-печати: проблемы, связанные с экструзией и материалом
Даже при идеальном первом слое печать всё равно может завершиться неудачей из-за проблем с экструзией филамента. Это очень распространённая область устранения неполадок 3D-печати. Такие проблемы могут проявляться по-разному: от слабых и хрупких отпечатков до неаккуратных поверхностей с нитями.
Недоэкструзия и переэкструзия
Недоэкструзия возникает, когда принтер подаёт недостаточно филамента, в результате чего появляются зазоры и тонкие слои. Переэкструзия — противоположная ситуация, когда подаётся слишком много филамента, что приводит к неаккуратной и неточной печати. Наиболее частая причина обеих проблем — неправильная калибровка экструдера (E-steps). Вам следует откалибровать экструдер так, чтобы при команде выдавить 100 мм филамента он действительно выдавливал ровно 100 мм. Другими причинами могут быть частично засорённое сопло, неправильная температура печати или неверно заданный диаметр филамента в slicer software.
Образование нитей и подтекание
Образование нитей, или подтекание, происходит, когда тонкие нити филамента остаются позади, пока печатающая головка перемещается между разными частями модели. Чаще всего это встречается при использовании гибких филаментов, но может происходить с любым материалом. Основная причина появления нитей — настройки retraction. Retraction — это процесс, при котором экструдер втягивает филамент назад, чтобы снизить давление в сопле. Если расстояние retraction слишком маленькое или скорость слишком низкая, филамент продолжит подтекать. Также можно попробовать снизить температуру печати или увеличить скорость перемещения, чтобы минимизировать время, которое сопло проводит над пустым пространством. Для более сложных моделей можно рассмотреть использование такого инструмента, как AI 3D model generator, чтобы оптимизировать геометрию для печати.
Мой личный опыт устранения неполадок 3D-печати
Я провёл бесчисленное количество часов, склонившись над своим 3D-принтером и серьёзно занимаясь устранением неполадок 3D-печати. Один из самых раздражающих случаев был связан с постоянной недоэкструзией на крупной печати. Я перепробовал всё — от чистки сопла до регулировки температуры, но, казалось, ничего не помогало. В конце концов я решил заново откалибровать E-steps моего экструдера, и именно тогда обнаружил проблему. Заводские настройки ошибались почти на 10%, а это означало, что я постоянно подавал меньше филамента, чем предполагал slicer. После калибровки мои отпечатки сразу стали прочнее и точнее.
Ещё одной задачей, с которой я столкнулся, была корректная печать детализированных моделей. Я работал над проектом, в котором нужно было преобразовать 2D-изображение в 3D-модель с помощью инструмента image to 3D. Первые результаты были довольно грубыми, с большим количеством нитей и артефактов. Я экспериментировал с разными настройками retraction и даже попробовал новое сопло, но наибольшее улучшение дало использование 3D format converter для перехода с STL на более надёжный формат, такой как GLB. Это, в сочетании с более низкой температурой печати, наконец позволило получить чистый и детализированный отпечаток, которого я добивался. Для тех, кому нужно генерировать модели для 3D-печати, специализированный 3D printing model generator тоже может оказаться очень полезным.
Объективное сравнение: slicer software
Ваше slicer software — это критически важный компонент процесса 3D-печати, и выбор подходящего решения может быть частью вашей стратегии устранения неполадок 3D-печати. Оно берёт вашу 3D-модель и преобразует её в инструкции, которые может понять принтер. Хотя существует множество slicer-программ, вот взгляд на три самых популярных варианта и на то, в чём они особенно хороши.
Cura
Плюсы:
- Бесплатная и с открытым исходным кодом: Cura полностью бесплатна в использовании и имеет большое активное сообщество.
- Удобный интерфейс: Она известна своим интуитивно понятным интерфейсом, что делает её отличным выбором для новичков.
- Обширная библиотека плагинов: Вы можете расширить функциональность Cura с помощью широкого набора плагинов.
Минусы:
- Более медленная нарезка: По сравнению с некоторыми другими slicer-программами Cura может работать немного медленнее, особенно со сложными моделями.
- Профили по умолчанию могут быть непоследовательными: Хотя доступно много профилей, их качество может различаться, и вам, возможно, придётся вносить дополнительные настройки, чтобы добиться наилучших результатов.
PrusaSlicer
Плюсы:
- Отличные профили по умолчанию: PrusaSlicer известен хорошо настроенными профилями, особенно для принтеров Prusa.
- Продвинутые функции: Он предлагает множество расширенных возможностей, таких как условный G-code и переменная высота слоя.
- Регулярные обновления: Команда разработки очень активна, и программное обеспечение часто обновляется, получая новые функции и исправления ошибок.
Минусы:
- Более высокий порог входа: Из-за продвинутых функций PrusaSlicer может показаться немного более сложным для новичков.
- Интерфейс может быть перегруженным: Интерфейс не такой чистый, как у Cura, и поначалу может казаться перегруженным.
Simplify3D
Плюсы:
- Высокое качество нарезки: Simplify3D славится своим высококачественным движком нарезки, который способен давать отличные результаты.
- Гибко настраиваемые поддержки: Он предлагает одни из лучших и наиболее гибко настраиваемых инструментов генерации поддержек.
- Высокая скорость нарезки: Это один из самых быстрых slicer-инструментов, что может быть большим преимуществом для крупных и сложных моделей.
Минусы:
- Платное ПО: В отличие от Cura и PrusaSlicer, Simplify3D — платный продукт.
- Менее частые обновления: Цикл разработки медленнее, чем у конкурентов, и новые функции выходят не так часто.
Для тех, кто работает с различными форматами файлов, image to STL converter может стать полезным инструментом в вашем арсенале, а хороший slicer без труда справится с результатами работы таких конвертеров.
FAQ
Как лучше всего очистить сопло 3D-принтера?
Очистить сопло можно несколькими способами. «Cold pull» — популярный метод, при котором вы нагреваете сопло, вручную продавливаете немного филамента, даёте ему слегка остыть, а затем вытягиваете филамент, который должен унести с собой загрязнения. Также можно использовать тонкую иглу или набор для чистки сопел, чтобы устранить засоры. При более серьёзных засорах может потребоваться снять сопло и замочить его в растворителе, например в ацетоне (для ABS), или использовать термофен.
Как предотвратить деформацию отпечатков?
Деформация обычно вызвана плохой адгезией к столу и усадкой пластика при остывании. Чтобы этого избежать, убедитесь, что печатный стол чистый и ровный. Использование подогреваемого стола также очень эффективно, поскольку он сохраняет нижние слои отпечатка тёплыми и не даёт им сжиматься. Для таких материалов, как ABS, корпус вокруг принтера может помочь поддерживать стабильную температуру окружающей среды и уменьшить деформацию.
В чём разница между филаментом PLA и ABS?
PLA (Polylactic Acid) — это биоразлагаемый пластик, изготовленный из возобновляемых ресурсов, таких как кукурузный крахмал. Это один из самых популярных филаментов для новичков, потому что с ним легко печатать и для него не требуется подогреваемый стол. ABS (Acrylonitrile Butadiene Styrene) — более прочный и термостойкий пластик, но печатать им сложнее. Для него требуется подогреваемый стол и хорошо проветриваемое помещение из-за выделяемых испарений.
Как понять, что мой печатный стол выровнен?
Быстрый способ проверить уровень стола — тест с бумагой. Переведите принтер в домашнее положение по оси Z, затем переместите сопло в разные точки стола. Просуньте лист бумаги между соплом и столом. Вы должны почувствовать лёгкое трение. Если бумага проходит без сопротивления, стол расположен слишком низко. Если вы вообще не можете просунуть бумагу под сопло, стол слишком высоко. Повторите этот процесс в нескольких точках стола, чтобы убедиться, что он ровный по всей поверхности.
Почему мои 3D-отпечатки такие хрупкие?
Хрупкие отпечатки часто являются признаком недоэкструзии или плохого сцепления между слоями. Это классическая проблема устранения неполадок 3D-печати. Сначала проверьте калибровку экструдера (E-steps), чтобы убедиться, что подаётся правильное количество филамента. Также можно попробовать немного повысить температуру печати, чтобы слои лучше сцеплялись друг с другом. Ещё одной возможной причиной может быть влага в филаменте. Если филамент впитал влагу из воздуха, он может стать хрупким. Хранение филамента в сухом боксе поможет предотвратить эту проблему.