3D 打印故障排查:解决常见打印失败问题
3D 打印可以是一项很有成就感的爱好,但它也并非没有令人沮丧的时候。当一次打印失败时,找出根本原因往往并不容易。无论你使用的是高端设备还是预算友好的机型,问题都可能由多种因素引起,包括软件设置、材料特性以及硬件校准。本指南将带你了解一些最常见的 3D 打印问题及其解决方法,为你的 3D 打印故障排查工作打下坚实基础,让你尽快回到创造精彩作品的状态。我们还会提到一些可适用于不同平台的解决方案,从像 Marlin 这样的开源固件,到软硬件一体化系统。
3D 打印故障排查:解决热床附着问题
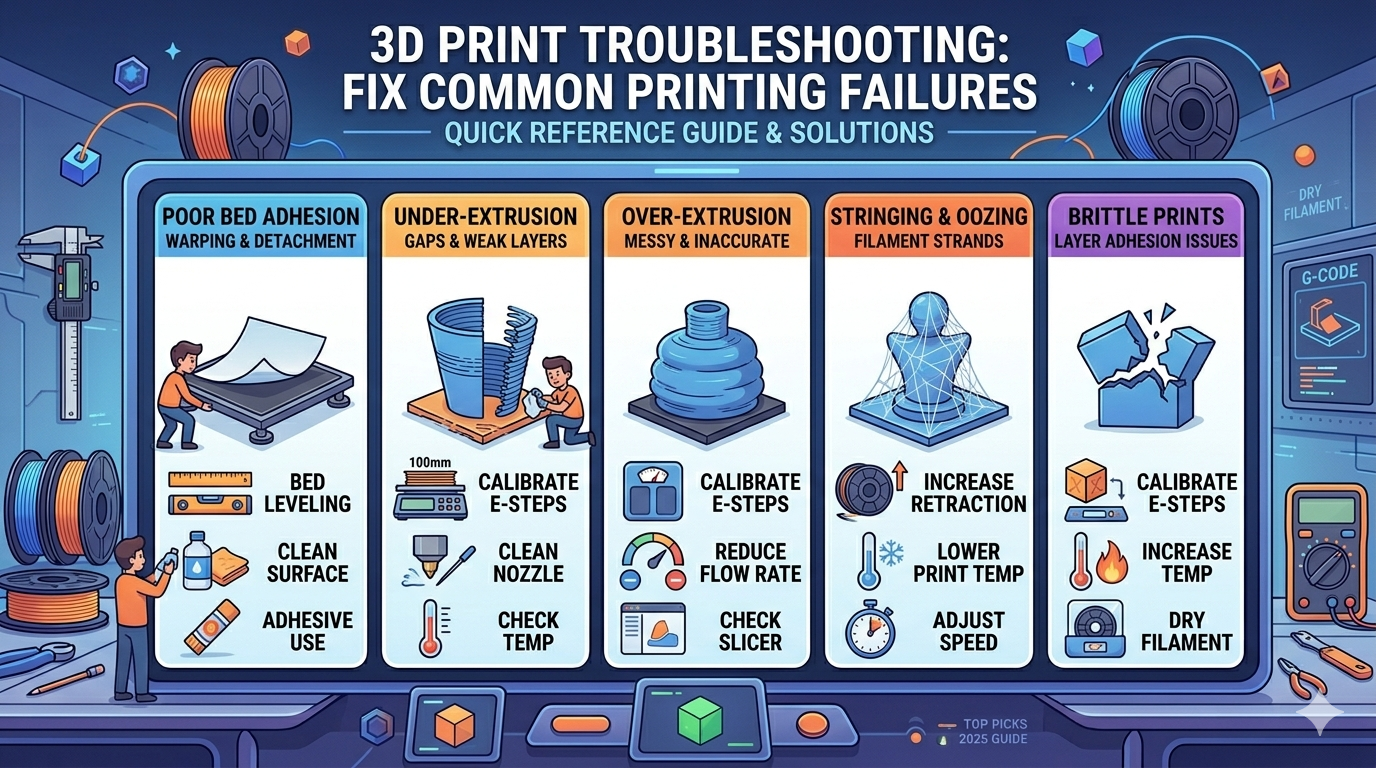
在 3D 打印中,最常见的问题之一,也是 3D 打印故障排查的关键领域,就是让第一层正确附着在打印床上。脆弱的第一层可能毁掉整个打印,导致翘边甚至完全脱落。以下是一些导致热床附着不良的常见原因及解决方案。
热床调平
水平的打印床对于成功打印第一层至关重要。如果喷嘴离热床太远,耗材就无法正确附着;如果太近,则可能堵住喷嘴并阻止耗材挤出。大多数现代打印机都具备自动调平功能,但仍然建议你不时手动检查热床水平。你可以使用一张纸,在热床不同位置调整高度,直到感觉纸张在喷嘴与热床之间移动时有轻微阻力。
打印表面准备
打印床表面对附着力有重要影响。干净且带有一定纹理的表面最为理想。如果你使用的是玻璃热床,请确保其清洁且没有油脂或污渍。每次打印前用异丙醇擦拭是个好习惯。为了获得更强附着力,你还可以涂一层薄薄的固体胶,或使用专用的热床附着剂。如果你使用的是 PEI 板,使用细砂纸轻轻打磨可以帮助恢复其附着性能。
3D 打印故障排查:挤出与材料相关问题
即使第一层完美无缺,打印仍然可能因为耗材挤出方式的问题而失败。这也是 3D 打印故障排查中的常见领域。这类问题可能以多种形式表现出来,从打印件脆弱易断,到表面凌乱、拉丝严重。
挤出不足与过度挤出
挤出不足是指打印机挤出的耗材不够,导致出现空隙和薄层。过度挤出则相反,即挤出过多耗材,造成打印件凌乱且尺寸不准确。这两种情况最常见的原因都是挤出机校准(E-steps)不正确。你应该校准挤出机,确保当你让它挤出 100mm 耗材时,它实际挤出的正好是 100mm。其他原因还可能包括喷嘴部分堵塞、打印温度不正确,或切片软件中的耗材直径设置错误。
拉丝与渗料
拉丝(stringing)或渗料(oozing)是指打印头在模型不同部分之间移动时,留下细细的耗材丝。这种情况在柔性耗材中最常见,但任何材料都可能发生。拉丝的主要原因是回抽设置。回抽是指挤出机将耗材向后拉回,以释放喷嘴中的压力。如果你的回抽距离太短或速度太慢,耗材就会继续渗出。你也可以尝试降低打印温度,或提高空驶速度,以减少喷嘴停留在空中的时间。对于更复杂的模型,你可以考虑使用像 AI 3D model generator 这样的工具来优化几何结构,以便更适合打印。
我在 3D 打印故障排查中的亲身经验
我曾花费无数时间伏在 3D 打印机前,进行各种严肃的 3D 打印故障排查。其中最令人沮丧的一次经历,是处理一个大型打印中的持续性挤出不足问题。我尝试了从清理喷嘴到调整温度的各种方法,但似乎都没有效果。最后,我决定重新校准挤出机的 E-steps,这时我才发现问题所在。出厂设置竟然偏差了将近 10%,这意味着我一直挤出的耗材都比切片软件预期的要少。完成校准后,我的打印件立刻变得更坚固,也更准确。
我遇到的另一个挑战,是让细节丰富的模型正确打印出来。当时我正在做一个项目,需要使用 image to 3D 工具将 2D 图像转换为 3D 模型。最初的结果有些粗糙,存在大量拉丝和伪影。我尝试了不同的回抽设置,甚至换了一个新喷嘴,但最大的改进来自使用 3D format converter,将格式从 STL 转换为更稳健的格式,例如 GLB。再配合更低的打印温度,我终于得到了自己想要的干净且细节清晰的打印效果。对于那些需要为 3D 打印生成模型的人来说,专用的 3D printing model generator 也会非常有帮助。
客观对比:切片软件
你的切片软件是 3D 打印工作流程中的关键组成部分,选择合适的软件也可以成为 3D 打印故障排查策略的一部分。它会将你的 3D 模型转换为打印机能够理解的指令。虽然市面上有很多切片软件,这里我们来看看三款最受欢迎的选择,以及它们各自擅长的方面。
Cura
优点:
- 免费且开源: Cura 完全免费使用,并拥有庞大且活跃的社区。
- 用户友好的界面: 它以直观的界面而闻名,是初学者的理想选择。
- 丰富的插件库: 你可以通过大量插件扩展 Cura 的功能。
缺点:
- 切片速度较慢: 与其他一些切片软件相比,Cura 可能稍慢一些,尤其是在处理复杂模型时。
- 默认配置文件可能不够稳定: 虽然可用配置很多,但质量参差不齐,你可能需要进行一些调整才能获得最佳结果。
PrusaSlicer
优点:
- 优秀的默认配置文件: PrusaSlicer 以调校良好的配置文件而闻名,尤其适用于 Prusa 打印机。
- 高级功能丰富: 它提供了许多高级功能,例如条件 G-code 和可变层高。
- 定期更新: 开发团队非常活跃,软件经常更新,带来新功能和错误修复。
缺点:
- 学习曲线更陡: 由于高级功能较多,PrusaSlicer 对初学者来说可能更有压迫感。
- 界面可能显得杂乱: 它的界面不像 Cura 那样简洁,初次使用时可能会让人有些不知所措。
Simplify3D
优点:
- 高质量切片: Simplify3D 以其高质量切片引擎而著称,能够产生出色的结果。
- 可自定义支撑: 它提供了一些最优秀、最灵活的支撑生成工具。
- 切片速度快: 它是目前最快的切片软件之一,这对于大型和复杂模型来说是很大的优势。
缺点:
- 付费软件: 与 Cura 和 PrusaSlicer 不同,Simplify3D 是一款付费产品。
- 更新频率较低: 它的开发周期比竞争对手更慢,新功能发布也没有那么频繁。
对于需要处理多种文件格式的人来说,image to STL converter 会是一个很实用的工具,而优秀的切片软件通常都能轻松处理这些转换器生成的输出文件。
FAQ
清理 3D 打印机喷嘴的最佳方法是什么?
清理喷嘴可以通过几种方式完成。“冷拉”是一种很流行的方法:先加热喷嘴,手动挤出一些耗材,让其稍微冷却后再将耗材拉出,这样通常可以把杂质一起带出来。你也可以使用细针或喷嘴清洁套件来清除堵塞。对于更顽固的堵塞,你可能需要拆下喷嘴,并将其浸泡在像丙酮这样的溶剂中(适用于 ABS),或者使用热风枪处理。
如何防止打印件翘边?
翘边通常是由热床附着不良以及塑料冷却收缩引起的。为了防止翘边,请确保打印床干净且已调平。使用加热床也非常有效,因为它能让打印件底部几层保持温暖,防止其收缩。对于像 ABS 这样的材料,在打印机外加装封闭罩有助于维持稳定的环境温度并减少翘边。
PLA 和 ABS 耗材有什么区别?
PLA(Polylactic Acid,聚乳酸)是一种由玉米淀粉等可再生资源制成的可生物降解塑料。它是最受初学者欢迎的耗材之一,因为它易于打印,且不需要加热床。ABS(Acrylonitrile Butadiene Styrene,丙烯腈-丁二烯-苯乙烯)则是一种更耐用、耐热性更强的塑料,但打印难度也更高。它需要加热床,并且由于会产生气味和烟雾,因此需要在通风良好的环境中使用。
我怎么知道我的打印床是否调平了?
快速检查热床是否调平的方法是“纸张测试”。先让打印机的 Z 轴归零,然后将喷嘴移动到热床上的不同位置。把一张纸放在喷嘴和热床之间滑动。你应该感觉到轻微的摩擦力。如果纸张毫无阻力地滑过,说明热床太低;如果纸张根本塞不进喷嘴下方,说明热床太高。在热床多个位置重复这个过程,以确保整体都已调平。
为什么我的 3D 打印件这么脆?
打印件发脆通常是挤出不足或层间附着不良的表现。这是一个典型的 3D 打印故障排查问题。首先,检查你的挤出机校准(E-steps),确保挤出的耗材量正确。你也可以尝试稍微提高打印温度,以帮助各层更好地粘合。另一个可能原因是耗材受潮。如果耗材从空气中吸收了水分,就会变脆。将耗材存放在干燥箱中有助于防止这种情况发生。