3D-Druck-Fehlerbehebung: Häufige Druckfehler beheben
3D-Druck kann ein lohnendes Hobby sein, ist aber nicht frei von Frustrationen. Wenn ein Druck fehlschlägt, kann es schwierig sein, die eigentliche Ursache zu diagnostizieren. Ganz gleich, ob Sie eine High-End-Maschine oder ein preisgünstiges Modell verwenden – Probleme können durch eine Vielzahl von Faktoren entstehen, darunter Softwareeinstellungen, Materialeigenschaften und Hardware-Kalibrierung. Dieser Leitfaden führt Sie durch einige der häufigsten 3D-Druckprobleme und zeigt Ihnen, wie Sie sie beheben können. So erhalten Sie eine solide Grundlage für Ihre 3D-Druck-Fehlerbehebung und können wieder erstaunliche Dinge erschaffen. Wir gehen auch auf Lösungen ein, die sich plattformübergreifend anwenden lassen – von Open-Source-Firmware wie Marlin bis hin zu integrierten Software- und Hardwaresystemen.
3D-Druck-Fehlerbehebung: Probleme mit der Haftung auf dem Druckbett lösen
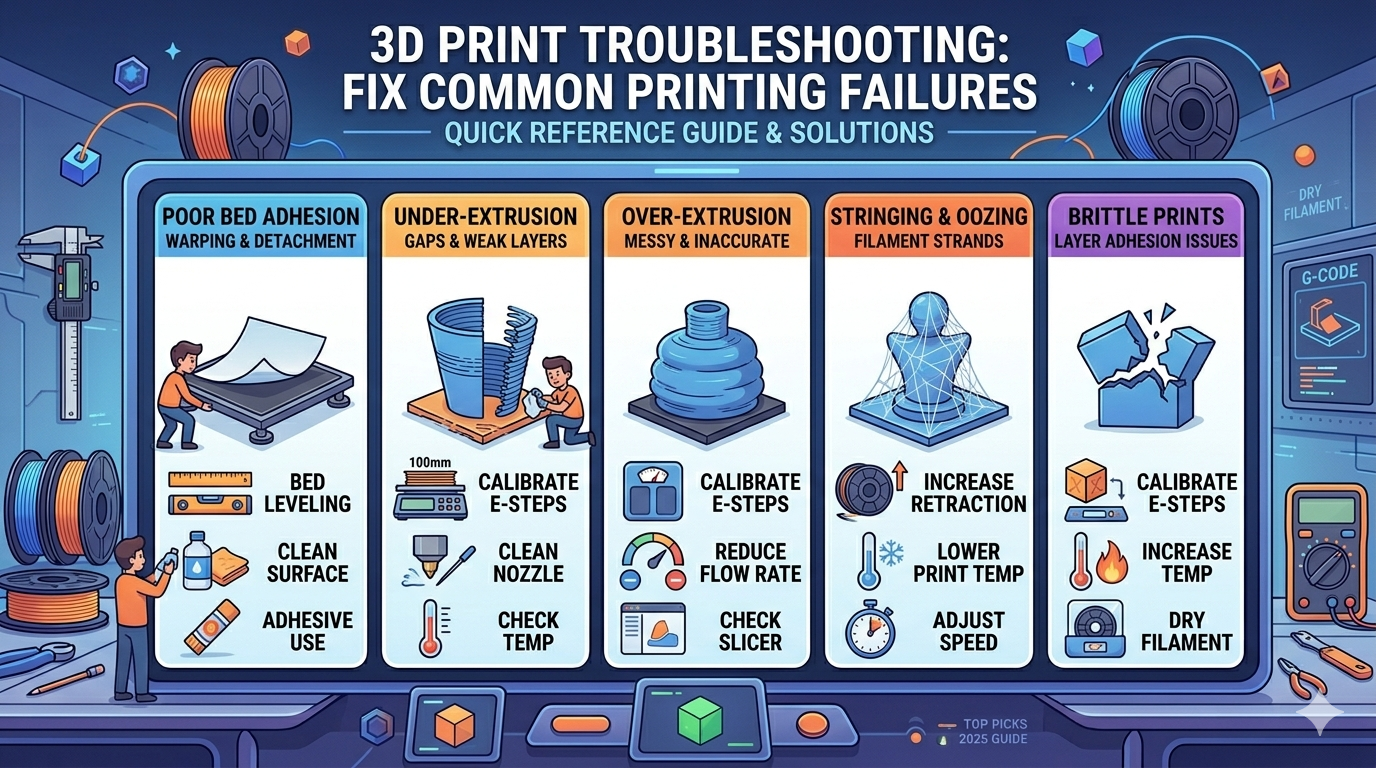
Eines der häufigsten Probleme beim 3D-Druck – und ein zentraler Bereich der 3d print troubleshooting – ist es, die erste Schicht korrekt auf dem Druckbett haften zu lassen. Eine schwache erste Schicht kann den gesamten Druck ruinieren und zu Verzug oder vollständigem Ablösen führen. Hier sind einige häufige Ursachen und Lösungen für schlechte Betthaftung.
Druckbett-Nivellierung
Ein ebenes Druckbett ist entscheidend für eine erfolgreiche erste Schicht. Wenn die Düse zu weit vom Bett entfernt ist, haftet das Filament nicht richtig. Ist sie zu nah dran, kann sie die Düse blockieren und verhindern, dass Filament extrudiert wird. Die meisten modernen Drucker verfügen über eine Auto-Leveling-Funktion, aber es ist dennoch sinnvoll, das Bett von Zeit zu Zeit manuell zu überprüfen. Das können Sie mit einem Blatt Papier tun, indem Sie das Bett so einstellen, dass Sie an verschiedenen Punkten einen leichten Widerstand spüren, wenn sich das Papier zwischen Düse und Bett bewegt.
Vorbereitung der Druckoberfläche
Die Oberfläche Ihres Druckbetts spielt eine wichtige Rolle für die Haftung. Eine saubere, strukturierte Oberfläche ist ideal. Wenn Sie auf einem Glasbett drucken, stellen Sie sicher, dass es sauber und frei von Ölen oder Fett ist. Es ist eine gute Gewohnheit, es vor jedem Druck mit Isopropylalkohol abzuwischen. Für zusätzliche Haftung können Sie eine dünne Schicht Klebestift oder einen speziellen Bettkleber auftragen. Wenn Sie eine PEI-Platte verwenden, kann leichtes Anschleifen mit feinkörnigem Schleifpapier helfen, ihre Hafteigenschaften wiederherzustellen.
3D-Druck-Fehlerbehebung: Extrusions- und materialbezogene Probleme
Selbst bei einer perfekten ersten Schicht kann Ihr Druck immer noch aufgrund von Problemen bei der Filamentextrusion fehlschlagen. Das ist ein häufiger Bereich der 3d print troubleshooting. Diese Probleme können sich auf verschiedene Weise zeigen – von schwachen und spröden Drucken bis hin zu unordentlichen und fädigen Oberflächen.
Unterextrusion und Überextrusion
Unterextrusion tritt auf, wenn der Drucker nicht genug Filament extrudiert, was zu Lücken und dünnen Schichten führt. Überextrusion ist das Gegenteil: Es wird zu viel Filament extrudiert, was zu einem unordentlichen und ungenauen Druck führt. Die häufigste Ursache für beides ist eine falsche Kalibrierung des Extruders (E-steps). Sie sollten Ihren Extruder kalibrieren, damit er, wenn Sie ihm sagen, 100 mm Filament zu extrudieren, auch tatsächlich genau 100 mm extrudiert. Weitere Ursachen können eine teilweise verstopfte Düse, eine falsche Drucktemperatur oder eine falsche Filamentdurchmesser-Einstellung in Ihrer Slicer-Software sein.
Fädenziehen und Auslaufen
Fädenziehen oder Auslaufen tritt auf, wenn dünne Filamentfäden zurückbleiben, während sich der Druckkopf zwischen verschiedenen Teilen des Modells bewegt. Das kommt am häufigsten bei flexiblen Filamenten vor, kann aber bei jedem Material passieren. Die Hauptursache für Fädenziehen sind die Retraction-Einstellungen. Retraction bedeutet, dass der Extruder das Filament zurückzieht, um den Druck in der Düse zu verringern. Wenn Ihre Retraction-Distanz zu kurz oder die Geschwindigkeit zu niedrig ist, tritt weiterhin Filament aus. Sie können auch versuchen, Ihre Drucktemperatur zu senken oder Ihre Verfahrgeschwindigkeit zu erhöhen, um die Zeit zu minimieren, die die Düse über freier Luft verbringt. Bei komplexeren Modellen könnten Sie in Betracht ziehen, ein Tool wie einen AI 3D model generator zu verwenden, um die Geometrie für den Druck zu optimieren.
Meine Erfahrungen aus erster Hand mit 3D-Druck-Fehlerbehebung
Ich habe unzählige Stunden über meinem 3D-Drucker verbracht und intensive 3d print troubleshooting betrieben. Eine der frustrierendsten Erfahrungen war der Umgang mit hartnäckiger Unterextrusion bei einem großen Druck. Ich habe alles versucht – von der Reinigung der Düse bis zur Anpassung der Temperatur –, aber nichts schien zu funktionieren. Schließlich entschied ich mich, die E-steps meines Extruders neu zu kalibrieren, und genau da entdeckte ich das Problem. Die Werkseinstellungen lagen um fast 10 % daneben, was bedeutete, dass ich konstant weniger Filament förderte, als der Slicer vorgesehen hatte. Nach der Kalibrierung waren meine Drucke sofort stabiler und präziser.
Eine weitere Herausforderung war es, detailreiche Modelle korrekt zu drucken. Ich arbeitete an einem Projekt, bei dem ein 2D-Bild mit einem image to 3D-Tool in ein 3D-Modell umgewandelt wurde. Die ersten Ergebnisse waren etwas rau, mit viel Fädenziehen und Artefakten. Ich experimentierte mit verschiedenen Retraction-Einstellungen und probierte sogar eine neue Düse aus, aber die größte Verbesserung kam durch die Verwendung eines 3D format converter, um von STL auf ein solideres Format wie GLB zu wechseln. Das, kombiniert mit einer niedrigeren Drucktemperatur, brachte mir schließlich den sauberen und detailreichen Druck, den ich gesucht hatte. Für alle, die Modelle für den 3D-Druck erzeugen müssen, kann auch ein spezieller 3D printing model generator eine große Hilfe sein.
Objektiver Vergleich: Slicer-Software
Ihre Slicer-Software ist ein entscheidender Bestandteil Ihres 3D-Druck-Workflows, und die Wahl der richtigen Software kann Teil Ihrer 3d print troubleshooting-Strategie sein. Sie nimmt Ihr 3D-Modell und wandelt es in Anweisungen um, die Ihr Drucker verstehen kann. Obwohl es viele Slicer gibt, finden Sie hier einen Blick auf drei der beliebtesten Optionen und darauf, worin sie besonders gut sind.
Cura
Vorteile:
- Kostenlos und Open Source: Cura ist vollständig kostenlos nutzbar und verfügt über eine große und aktive Community.
- Benutzerfreundliche Oberfläche: Es ist für seine intuitive Benutzeroberfläche bekannt und daher eine großartige Wahl für Einsteiger.
- Umfangreiche Plugin-Bibliothek: Sie können die Funktionalität von Cura mit einer breiten Palette von Plugins erweitern.
Nachteile:
- Langsamere Slicing-Geschwindigkeiten: Im Vergleich zu einigen anderen Slicern kann Cura etwas langsamer sein, insbesondere bei komplexen Modellen.
- Standardprofile können inkonsistent sein: Zwar sind viele Profile verfügbar, aber ihre Qualität kann variieren, und Sie müssen möglicherweise etwas nachjustieren, um die besten Ergebnisse zu erzielen.
PrusaSlicer
Vorteile:
- Ausgezeichnete Standardprofile: PrusaSlicer ist für seine gut abgestimmten Profile bekannt, insbesondere für Prusa-Drucker.
- Erweiterte Funktionen: Es bietet viele fortgeschrittene Funktionen, wie bedingten G-code und variable Schichthöhe.
- Regelmäßige Updates: Das Entwicklungsteam ist sehr aktiv, und die Software wird häufig mit neuen Funktionen und Fehlerbehebungen aktualisiert.
Nachteile:
- Steilere Lernkurve: Mit seinen erweiterten Funktionen kann PrusaSlicer auf Einsteiger etwas einschüchternd wirken.
- Die Oberfläche kann überladen wirken: Die Benutzeroberfläche ist nicht so aufgeräumt wie die von Cura und kann anfangs etwas überwältigend sein.
Simplify3D
Vorteile:
- Hochwertiges Slicing: Simplify3D ist für seine hochwertige Slicing-Engine bekannt, die ausgezeichnete Ergebnisse liefern kann.
- Anpassbare Stützstrukturen: Es bietet einige der besten und am stärksten anpassbaren Tools zur Stützengenerierung.
- Schnelle Slicing-Geschwindigkeiten: Es ist einer der schnellsten verfügbaren Slicer, was bei großen und komplexen Modellen ein großer Vorteil sein kann.
Nachteile:
- Kostenpflichtige Software: Im Gegensatz zu Cura und PrusaSlicer ist Simplify3D ein kostenpflichtiges Produkt.
- Weniger häufige Updates: Der Entwicklungszyklus ist langsamer als bei der Konkurrenz, und neue Funktionen werden nicht so oft veröffentlicht.
Für alle, die mit verschiedenen Dateiformaten arbeiten, kann ein image to STL converter ein nützliches Werkzeug im Arsenal sein, und ein guter Slicer verarbeitet die Ausgabe solcher Konverter problemlos.
FAQ
Was ist die beste Methode, um eine 3D-Drucker-Düse zu reinigen?
Eine Düse kann auf verschiedene Arten gereinigt werden. Ein „Cold Pull“ ist eine beliebte Methode, bei der Sie die Düse erhitzen, manuell etwas Filament hindurchdrücken, sie leicht abkühlen lassen und dann das Filament herausziehen, das dabei Verunreinigungen mitnehmen sollte. Sie können auch eine kleine Nadel oder ein Düsenreinigungsset verwenden, um Verstopfungen zu beseitigen. Bei hartnäckigeren Verstopfungen müssen Sie die Düse möglicherweise ausbauen und in einem Lösungsmittel wie Aceton (für ABS) einweichen oder eine Heißluftpistole verwenden.
Wie kann ich verhindern, dass sich meine Drucke verziehen?
Verzug wird in der Regel durch schlechte Betthaftung und das Schrumpfen des Kunststoffs beim Abkühlen verursacht. Um ihn zu verhindern, stellen Sie sicher, dass Ihr Druckbett sauber und eben ist. Ein beheiztes Druckbett ist ebenfalls sehr effektiv, da es die unteren Schichten des Drucks warm hält und verhindert, dass sie schrumpfen. Bei Materialien wie ABS kann ein Gehäuse um den Drucker helfen, eine stabile Umgebungstemperatur aufrechtzuerhalten und Verzug zu reduzieren.
Was ist der Unterschied zwischen PLA- und ABS-Filament?
PLA (Polylactic Acid) ist ein biologisch abbaubarer Kunststoff, der aus nachwachsenden Rohstoffen wie Maisstärke hergestellt wird. Es ist eines der beliebtesten Filamente für Einsteiger, weil es sich leicht drucken lässt und kein beheiztes Druckbett benötigt. ABS (Acrylonitrile Butadiene Styrene) ist ein robusterer und hitzebeständigerer Kunststoff, aber auch schwieriger zu drucken. Es benötigt ein beheiztes Druckbett und einen gut belüfteten Bereich aufgrund der entstehenden Dämpfe.
Woran erkenne ich, ob mein Druckbett eben ist?
Eine schnelle Methode zur Überprüfung der Bettnivellierung ist der Papiertest. Fahren Sie die Z-Achse Ihres Druckers in die Home-Position und bewegen Sie dann die Düse zu verschiedenen Punkten auf dem Bett. Schieben Sie ein Blatt Papier zwischen Düse und Bett. Sie sollten einen leichten Widerstand spüren. Wenn das Papier ohne Widerstand durchgleitet, ist das Bett zu niedrig. Wenn Sie das Papier überhaupt nicht unter die Düse bekommen, ist das Bett zu hoch. Wiederholen Sie diesen Vorgang an mehreren Punkten des Betts, um sicherzustellen, dass es rundum eben ist.
Warum sind meine 3D-Drucke so spröde?
Spröde Drucke sind oft ein Zeichen für Unterextrusion oder schlechte Schichthaftung. Das ist ein klassisches 3d print troubleshooting-Problem. Überprüfen Sie zuerst die Kalibrierung Ihres Extruders (E-steps), um sicherzustellen, dass Sie die richtige Menge Filament extrudieren. Sie können auch versuchen, Ihre Drucktemperatur leicht zu erhöhen, damit die Schichten besser miteinander verschmelzen. Eine weitere mögliche Ursache ist Feuchtigkeit im Filament. Wenn Ihr Filament Feuchtigkeit aus der Luft aufgenommen hat, kann es spröde werden. Die Lagerung Ihres Filaments in einer Trockenbox kann helfen, dies zu verhindern.