3D Print Troubleshooting:よくあるプリント失敗を解決する
3Dプリントはやりがいのある趣味ですが、ストレスがまったくないわけではありません。プリントが失敗したとき、根本原因を特定するのは簡単ではありません。高性能なマシンを使っていても、手頃な価格のモデルを使っていても、問題はソフトウェア設定、材料特性、ハードウェアのキャリブレーションなど、さまざまな要因から発生します。このガイドでは、最も一般的な3Dプリントの問題とその解決方法を紹介し、3d print troubleshootingに取り組むためのしっかりした土台を提供します。これにより、再び素晴らしいものづくりに集中できるようになります。Marlinのようなオープンソースファームウェアから、統合型のソフトウェア/ハードウェアシステムまで、さまざまなプラットフォームに適用できる解決策にも触れていきます。
3D Print Troubleshooting:ベッド密着の問題を解決する
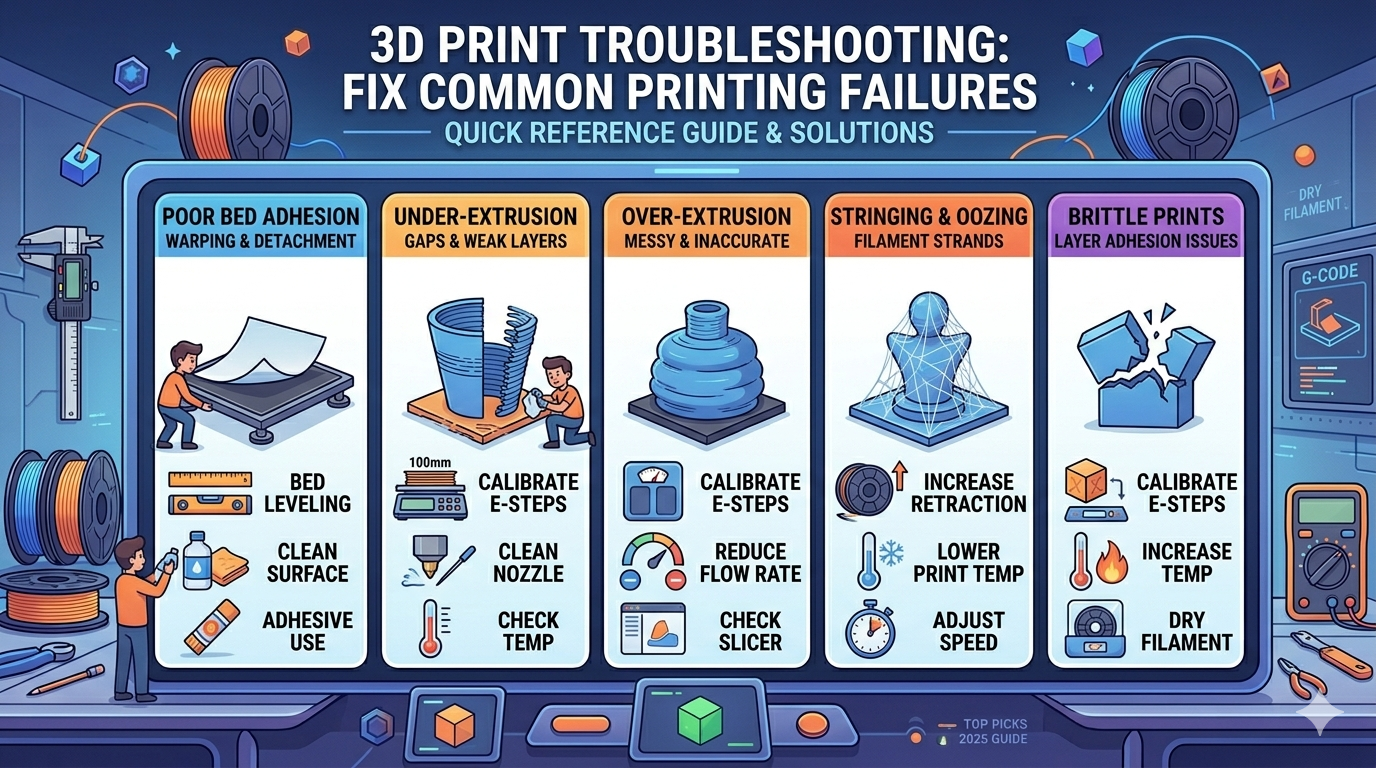
3Dプリントで最も頻繁に起こる問題の1つであり、3d print troubleshootingの重要な領域でもあるのが、最初のレイヤーをプリントベッドにしっかり定着させることです。ファーストレイヤーが弱いと、反りや完全な剥離につながり、プリント全体が台無しになることがあります。ここでは、ベッド密着不良の一般的な原因と解決策を紹介します。
ベッドレベリング
水平なプリントベッドは、成功するファーストレイヤーに不可欠です。ノズルがベッドから離れすぎていると、フィラメントは適切に付着しません。逆に近すぎると、ノズルを塞いでしまい、フィラメントの押し出しを妨げることがあります。最近のプリンターの多くにはオートレベリング機能がありますが、それでも時々手動でベッドレベルを確認するのは良い習慣です。紙を1枚使い、ベッド上の複数の位置でノズルとベッドの間に紙を挟んだとき、わずかな抵抗を感じるように調整すれば確認できます。
プリント面の準備
プリントベッドの表面は、密着性に大きく影響します。理想的なのは、清潔で適度にテクスチャのある表面です。ガラスベッドに印刷する場合は、油分やグリースが付着していない清潔な状態であることを確認してください。毎回のプリント前にイソプロピルアルコールで拭く習慣をつけると効果的です。さらに密着性を高めたい場合は、スティックのりを薄く塗るか、専用のベッド接着剤を使うこともできます。PEIシートを使用している場合は、細かい番手のサンドペーパーで軽く研磨すると、接着特性の回復に役立ちます。
3D Print Troubleshooting:押し出しと材料に関する問題
ファーストレイヤーが完璧でも、フィラメントの押し出し方に問題があるとプリントは失敗することがあります。これも3d print troubleshootingでよく扱う領域です。こうした問題は、弱くてもろいプリントから、糸引きの多い乱れた表面まで、さまざまな形で現れます。
アンダーエクストルージョンとオーバーエクストルージョン
アンダーエクストルージョンは、プリンターが十分な量のフィラメントを押し出せず、隙間や薄いレイヤーが生じる現象です。オーバーエクストルージョンはその逆で、フィラメントが過剰に押し出され、仕上がりが乱れて寸法精度も悪くなります。どちらにも最もよくある原因は、エクストルーダーのキャリブレーション(E-steps)が正しくないことです。100mmのフィラメントを押し出すよう指示したときに、実際にちょうど100mm押し出されるよう、エクストルーダーを調整する必要があります。そのほかの原因としては、ノズルの部分的な詰まり、不適切な印刷温度、またはスライサーソフトウェアでのフィラメント径設定ミスなどがあります。
糸引きとにじみ
糸引き、またはにじみは、プリントヘッドがモデルの異なる部分の間を移動する際に、細いフィラメントの筋が残ってしまう現象です。これは柔軟なフィラメントで特に起こりやすいですが、どの材料でも発生する可能性があります。主な原因はリトラクション設定です。リトラクションとは、ノズル内の圧力を逃がすためにエクストルーダーがフィラメントを少し引き戻す動作のことです。リトラクション距離が短すぎたり、速度が遅すぎたりすると、フィラメントがにじみ続けます。印刷温度を下げたり、移動速度を上げたりして、ノズルが空中を移動している時間を短くするのも有効です。より複雑なモデルでは、AI 3D model generator のようなツールを使って、印刷しやすい形状に最適化することも検討できます。
私の実体験から学んだ3D Print Troubleshooting
私はこれまで数え切れないほどの時間を3Dプリンターの前で過ごし、本格的な3d print troubleshootingに取り組んできました。中でも特に苛立たしかったのは、大型プリントでアンダーエクストルージョンがずっと続いたときです。ノズル清掃から温度調整まであらゆることを試しましたが、何をしても改善しませんでした。最終的にエクストルーダーのE-stepsを再調整することにしたところ、そこで問題が判明しました。工場出荷時の設定がほぼ10%もずれており、そのせいでスライサーが想定していたより常に少ない量のフィラメントしか押し出されていなかったのです。キャリブレーション後は、プリントの強度も精度もすぐに改善しました。
もう1つ苦労したのは、細部の多いモデルを正しく印刷することでした。私は image to 3D ツールを使って2D画像を3Dモデルに変換するプロジェクトに取り組んでいました。最初の結果は少し粗く、糸引きやアーティファクトが多く見られました。さまざまなリトラクション設定を試し、新しいノズルも使ってみましたが、最も大きな改善につながったのは、3D format converter を使ってSTLからGLBのような、より堅牢な形式に変換したことでした。これに加えて印刷温度を下げたことで、ようやく求めていたクリーンで精細なプリントが得られました。3Dプリント用のモデルを生成したい人にとっては、専用の 3D printing model generator も大いに役立つでしょう。
客観的比較:スライサーソフトウェア
スライサーソフトウェアは3Dプリントのワークフローにおける重要な要素であり、適切なものを選ぶことは3d print troubleshooting戦略の一部にもなります。スライサーは3Dモデルを、プリンターが理解できる命令へと変換します。利用可能なスライサーは数多くありますが、ここでは特に人気の高い3つの選択肢と、それぞれが優れている点を見ていきます。
Cura
Pros:
- 無料かつオープンソース: Curaは完全無料で利用でき、大規模で活発なコミュニティがあります。
- 使いやすいインターフェース: 直感的なUIで知られており、初心者にとって優れた選択肢です。
- 豊富なプラグインライブラリ: 幅広いプラグインによってCuraの機能を拡張できます。
Cons:
- スライス速度が遅め: 他の一部スライサーと比べると、特に複雑なモデルではCuraはやや遅いことがあります。
- デフォルトプロファイルにばらつきがある: 利用できるプロファイルは多いものの、品質には差があり、最良の結果を得るには調整が必要な場合があります。
PrusaSlicer
Pros:
- 優れたデフォルトプロファイル: PrusaSlicerは、特にPrusaプリンター向けのよく調整されたプロファイルで知られています。
- 高度な機能: 条件付きG-codeや可変レイヤー高さなど、多くの高度な機能を備えています。
- 定期的なアップデート: 開発チームは非常に活発で、新機能やバグ修正を含む更新が頻繁に行われます。
Cons:
- 学習コストがやや高い: 高度な機能が多いため、初心者には少し取っつきにくい場合があります。
- インターフェースが雑然として見えることがある: CuraほどすっきりしたUIではなく、最初は少し圧倒されるかもしれません。
Simplify3D
Pros:
- 高品質なスライス: Simplify3Dは高品質なスライスエンジンで高く評価されており、優れた結果を生み出せます。
- カスタマイズ性の高いサポート: 非常に優秀で柔軟に調整できるサポート生成ツールを提供しています。
- 高速なスライス速度: 利用可能なスライサーの中でも特に高速で、大型かつ複雑なモデルでは大きな利点になります。
Cons:
- 有料ソフトウェア: CuraやPrusaSlicerとは異なり、Simplify3Dは有料製品です。
- アップデート頻度が低め: 競合製品より開発サイクルが遅く、新機能の追加もそれほど頻繁ではありません。
さまざまなファイル形式を扱う人にとって、image to STL converter は手元にあると便利なツールですし、優れたスライサーであれば、こうしたコンバーターの出力も問題なく扱えます。
FAQ
3Dプリンターのノズルを掃除する最良の方法は何ですか?
ノズルの清掃にはいくつかの方法があります。「コールドプル」は人気のある方法で、ノズルを加熱し、手動で少量のフィラメントを押し出した後、少し冷ましてからフィラメントを引き抜きます。これにより、ゴミや詰まりの原因が一緒に取り除かれることがあります。また、小さな針やノズル清掃キットを使って詰まりを取り除くこともできます。より頑固な詰まりの場合は、ノズルを取り外してアセトン(ABS用)などの溶剤に浸すか、ヒートガンを使う必要があるかもしれません。
プリントの反りを防ぐにはどうすればよいですか?
反りは通常、ベッド密着不良と、冷却時にプラスチックが収縮することによって起こります。防ぐには、まずプリントベッドが清潔で水平であることを確認してください。ヒートベッドの使用も非常に効果的で、プリント下層を温かく保ち、収縮を防ぎます。ABSのような材料では、プリンターを囲うエンクロージャーを使うことで周囲温度を安定させ、反りを減らすのに役立ちます。
PLAとABSフィラメントの違いは何ですか?
PLA(Polylactic Acid)は、トウモロコシデンプンのような再生可能資源から作られる生分解性プラスチックです。印刷しやすく、ヒートベッドも必須ではないため、初心者向けフィラメントとして非常に人気があります。ABS(Acrylonitrile Butadiene Styrene)は、より耐久性と耐熱性に優れたプラスチックですが、その分印刷は難しくなります。ヒートベッドが必要で、発生する fumes のため換気の良い環境も必要です。
プリントベッドが水平かどうかはどう確認すればよいですか?
ベッドレベルを素早く確認する方法として、紙を使ったテストがあります。まずプリンターのZ軸をホーム位置に戻し、その後ノズルをベッド上の複数の位置へ移動させます。ノズルとベッドの間に紙を差し込みます。わずかな摩擦を感じるのが理想です。抵抗なく紙が通るならベッドは低すぎます。逆に紙がまったく入らないなら、ベッドは高すぎます。ベッド全体が水平であることを確認するため、この作業を複数箇所で繰り返してください。
なぜ私の3Dプリントはこんなにもろいのですか?
もろいプリントは、アンダーエクストルージョンやレイヤー間の密着不良のサインであることが多いです。これは典型的な3d print troubleshootingの問題です。まず、エクストルーダーのキャリブレーション(E-steps)を確認し、適切な量のフィラメントが押し出されているかを確かめてください。また、印刷温度を少し上げることで、レイヤー同士の結合が改善される場合もあります。もう1つの原因として、フィラメントの吸湿が考えられます。フィラメントが空気中の湿気を吸うと、もろくなることがあります。ドライボックスで保管すると、これを防ぐのに役立ちます。